








Заводы по производству ламинированных панелей
Когда слышишь про заводы по производству ламинированных панелей, многие представляют конвейер с идеальными плитами — на деле же там вечно пахнет расплавленным клеем и меламином, а 30% времени уходит на перенастройку валов. Вот что по-настоящему важно в этом бизнесе.
Сырьё: где экономить нельзя
В 2018 мы попробовали закупать китайские смолы подешевле — через полгода на складе у половины партии отслоилось покрытие. Теперь работаем только с европейскими поставщиками вроде Arpa или Abet Laminati, хоть и дороже. Кстати, у Бингу Чжигуан с их 20-летним опытом аналогичный подход: если декларируешь экологичность, нельзя экономить на связующих составах.
Толщина основы — отдельная головная боль. Панели 6 мм vs 8 мм — разница не только в цене, но и в поведении при перепадах влажности. Для кухонь всегда настаиваю на HDF плотностью от 850 кг/м3, хоть клиенты и ворчат. Помню, в прошлом году один заказчик требовал тонкие панели для санузла — в итоге их повело после первого же сезона отопления.
Меламиновые плёнки — та область, где технологии действительно шагнули вперёд. Раньше текстура дерева получалась условной, сейчас же некоторые образцы не отличить от шпона. Но здесь важно не переборщить с глянцем: сверхблестящие поверхности показывают каждую царапину.
Прессование: тонкости температуры
Идеальный пресс — это не про максимальное давление, а про равномерный прогрев. Наш старый гидравлический пресс грешил перепадами до 15°C по углам плиты. Перешли на систему с термомасляным обогревом — брак упал с 12% до 3-4%.
Самая неочевидная проблема — конденсат в пресс-формах. Летом 2022 из-за этого испортили целую партию под дуб скандинавский: на поверхности проступили мутные разводы. Теперь перед сменой всегда прогоняем контрольный лист — старая привычка, которая не раз спасала.
Время выдержки под прессом многие рассчитывают по стандартным формулам, но я всегда добавляю 10-15 секунд для тёмных оттенков — они хуже прогреваются. Особенно капризны глубокие чёрные и венге.
Резка и фаска: где теряется прибыль
Современные форматно-раскроечные станки — технологическое чудо, но их ножи стоят как иномарка. Пытались сэкономить на заточке — в итоге получили сколы на кромках у всей партии ?белого цемента?. Пришлось переводить материал на менее требовательные проекты.
Фаска — тот элемент, который клиенты либо обожают, либо ненавидят. Глубокая фаска 2×2 мм выглядит стильно, но собирает пыль. Мелкая 1×1 мм практичнее, но теряется визуально. Кстати, у заводы по производству ламинированных панелей Бингу Чжигуан в этом плане разумный компромисс — их серия Nordic имеет скруглённую кромку 1.5 мм.
Самая обидная ошибка — когда идеальные панели портятся на этапе упаковки. Разработали систему с картонными уголками и стретч-плёнкой с памятью формы — возвраты из-за транспортировки сократились втрое.
Контроль качества: что не пишут в стандартах
ГОСТы — это хорошо, но они не учитывают, как панель поведёт себя в реальных условиях. Например, устойчивость к ультрафиолету проверяем дополнительно: образцы полгода лежат на тестовом стенде под прямым солнцем.
Цветовые отклонения — вечная головная боль. Человеческий глаз замечает разницу в 2 ΔE, прибор — ещё меньше. Поэтому для крупных объектов всегда производим всю партию в одной смене и из одного сырья.
Стыковка рисунка — тот параметр, где экономия на оборудовании убивает весь эффект. На старом каландре раппорт плавал на 3-5 мм, сейчас держим в пределах 1 мм. Для геометрических принтов это критично.
Экология: не просто тренд
Когда Бингу Чжигуан заявляет про экологичные материалы — это не маркетинг. Их панели проходят добровольную сертификацию по стандартам LEED, что редкость для российского рынка. Сам проверял их документацию — формальдегид действительно на уровне E0.
Утилизация отходов — отдельная тема. Раньше опилки и брак шли на свалку, сейчас прессуем их в технические плиты для черновых работ. Не идеально, но уже лучше.
Водо-based покрытия вместо сольвентных — следующий шаг. Пока они уступают в износостойкости, но для жилых помещений уже вполне пригодны. Думаю, через 5-7 лет это станет стандартом.
Логистика и хранение: невидимые затраты
Панели могут пройти все стадии производства идеально, но испортиться на складе у дилера. Требуем от партнёров соблюдения температурного режима и вертикального хранения — кажется очевидным, но половина проблем именно отсюда.
Упаковка должна дышать — это знают все. Но мало кто учитывает, что при длительном хранении нужны силикагелевые пакеты внутри. Особенно для регионов с высокой влажностью.
Погрузка — самый травмоопасный этап. После случая, когда палету с панелями ?под мрамор? уронили вилочным погрузщиком, разработали жёсткую инструкцию с фотофиксацией каждого этапа.
В итоге заводы по производству ламинированных панелей — это не про блестящие цеха из рекламы, а про тысячи нюансов, которые понимаешь только с опытом. Как те самые 20 лет у Бингу Чжигуан, когда знаешь уже не по ГОСТам, а по запаху и звуку пресса, когда пора менять плёнку.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
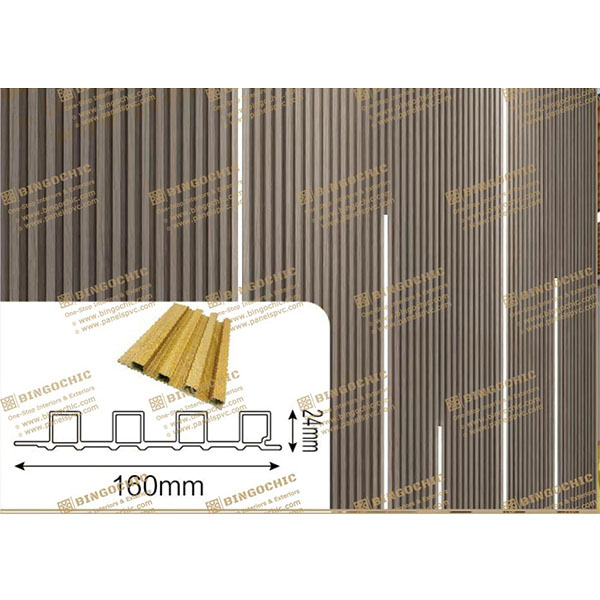
 Интегрированная стеновая панель – Серия панелей из ДПК(1)
Интегрированная стеновая панель – Серия панелей из ДПК(1) -
 Серия PU Камень-F
Серия PU Камень-F -
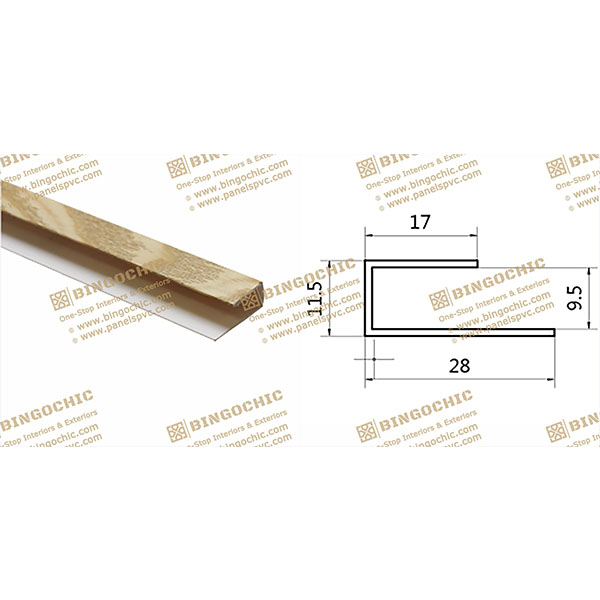 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
 Интегрированная стеновая панель – серия 300 мм
Интегрированная стеновая панель – серия 300 мм -
 PFB-2
PFB-2 -
 Проект WPC
Проект WPC -
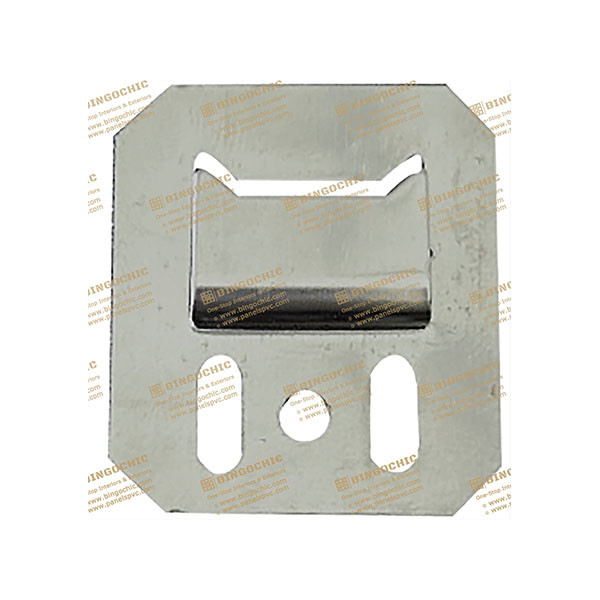 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
 Серия PU Камень-H
Серия PU Камень-H -
 Интегрированная стеновая панель – серия 400 мм
Интегрированная стеновая панель – серия 400 мм -
 PFB-1
PFB-1 -
 Серия PU Камень-K
Серия PU Камень-K -
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений
Связанный поиск
Связанный поиск- Поставщики отделочных материалов - стеновых панелей
- Китайский завод мраморных панелей пвх
- Поставщики пвх панелей для ванной из китая
- Дешевая угловая линия пвх
- Деревянные полы oem для домов
- Топ-покупатели пвх панелей для ванной комнаты из китая
- Стеновые панели пвх стена
- Поставщики потолочных панелей пвх
- Лучшие покупатели скальных прижимных плит из китая
- Дешевый ультрафиолетовый мрамор