








Заводы по производству ламинированных напольных покрытий
Когда говорят про заводы по производству ламинированных напольных покрытий, часто представляют полностью автоматизированные линии с роботами. На практике же даже на современных производствах вроде нашего остаются участки, где нужен глаз человека - особенно при контроле качества декоративного слоя.
Технологические нюансы производства
Основная ошибка новичков - считать, что главное в ламинате это толщина. На деле баланс между плотностью HDF-плиты и прочностью замковой системы куда важнее. Мы в Бингу Чжигуан с 2001 года отрабатывали этот баланс - сначала перегружали плиту, потом недогружали, пока не нашли оптимальное соотношение 850 кг/м3.
Интересный момент с декором: многие производители экономят на пропиточной бумаге, но именно от её плотности зависит, будет ли рисунок 'живым' или плоским. Мы используем бумагу 80 г/м2 - дороже, зато текстура дерева передаётся с мельчайшими деталями.
Термостабилизация - тот этап, который часто недооценивают. Ламинированное покрытие без proper термообработки поведёт при перепадах влажности. Наш технолог как-то провёл эксперимент: сократил цикл прогрева на 15 секунд - через месяц получили волну жалоб на деформацию.
Экологичность как конкурентное преимущество
Когда мы в 2005 году переходили на производство ламинированных напольных покрытий по бесформальдегидной технологии, многие коллеги крутили у виска. Мол, дорого и рынок не оценит. Но сейчас именно экологичность стала нашим козырем - особенно для детских учреждений и медицинских центров.
Забавный парадокс: клиенты готовы платить больше за 'зелёный' продукт, но при этом требуют идеального глянца. А экологичные смолы дают менее выраженный блеск. Пришлось разрабатывать компромиссные решения - например, матовые коллекции с акцентом на натуральность.
На сайте panelspvc.ru мы честно пишем про все сертификаты - не для галочки, а потому что сами столкнулись с аллергическими реакциями у рабочих при использовании дешёвых составов. Теперь закупаем сырьё только у проверенных поставщиков с полной документацией.
Проблемы логистики и хранения
Мало кто задумывается, но география расположения заводов по производству ламината критически важна. Наше производство изначально было в промзоне, но оказалось, что соседство с химическим комбинатом влияет на стабильность клеевых составов. Пришлось переносить цех - дорого, но необходимо.
Складирование - отдельная головная боль. Ламинированные панели требуют особого температурно-влажностного режима. Однажды поставили поддоны рядом с отопительным прибором - потеряли партию в 300 м2, покрытие пошло волной.
Сейчас используем систему мониторинга микроклимата, но и она иногда глючит. В прошлом месяце из-за скачка напряжения датчики не сработали - пришлось срочно переупаковывать 15 паллет. Хорошо хоть заметили вовремя.
Оборудование и его капризы
Пресс для ламината - сердце производства. Наш первый гидравлический пресс 2003 года до сих пор в работе, хотя уже требует постоянного внимания. Новые модели эффективнее, но чувствительнее к перепадам напряжения.
Режущие станки - вечная проблема с заточкой ножей. Пробовали экономить на заточке - в итоге получали сколы на кромках. Теперь строго по графику: каждые 1500 погонных метров профилактика.
Система упаковки кажется простой, но именно здесь чаще всего случаются простои. Автоматическая плёнка постоянно рвётся при смене рулонов. Пришлось держать двух операторов специально для этого участка - автоматика не справляется.
Работа с дефектами
В начале пути мы старались доводить каждую панель до идеала. Потом поняли - в массовом производстве ламинированных напольных покрытий перфекционизм разорителен. Выработали систему допусков: мелкие погрешности в торцах допустимы, на лицевой поверхности - брак.
Самое сложное - 'плавающие' дефекты, которые проявляются через месяц-два. Как-то партия ушла с почти незаметным нарушением технологии пропитки - через полгода начали поступать рекламации на выцветание. Пришлось отзывать всю коллекцию.
Сейчас внедрили трёхуровневый контроль: на выходе с линии, перед упаковкой и выборочно из готовой продукции. Брак снизили с 8% до 2,5%, но всё равно есть куда стремиться.
Перспективы развития
Сейчас экспериментируем с усиленными замками - стандартные Click-системы не всегда выдерживают интенсивную нагрузку в коммерческих помещениях. Тестируем вариант с металлическими вставками, но пока дороговато получается.
Интересное направление - ламинат с подогревом. Не электрическим, а с улучшенной теплопроводностью. Для российского рынка актуально, но пока не можем добиться стабильности геометрии при температурных расширениях.
В планах - модернизация линии раскроя. Современное оборудование позволяет уменьшить отходы с 12% до 6-7%, но инвестиции требуются серьёзные. Считаем, окупится ли за 3 года или придётся подождать с обновлением.
Соответствующая продукция
Соответствующая продукция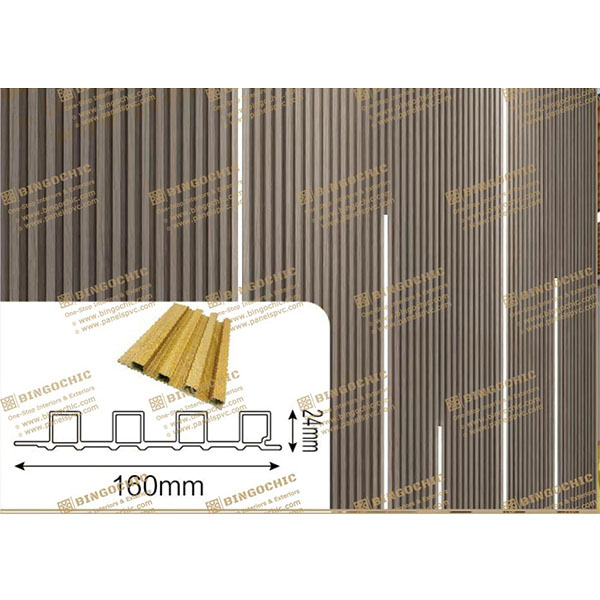


Самые продаваемые продукты
Самые продаваемые продукты-
 Доступные слоты
Доступные слоты -
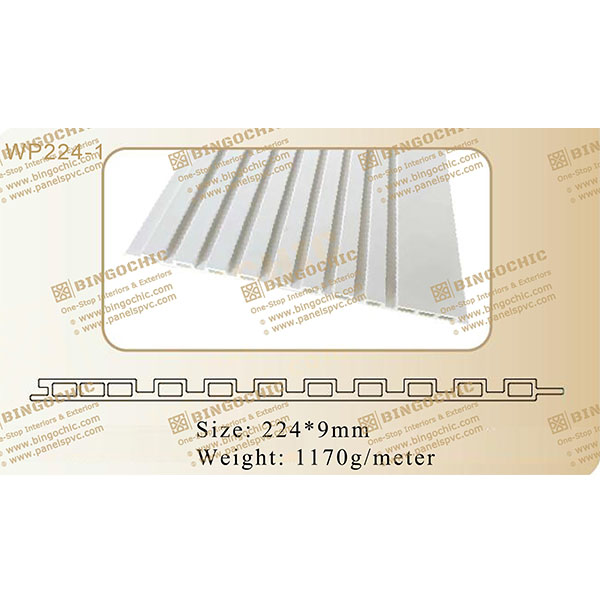
 Декоративные линии – серия ПВХ
Декоративные линии – серия ПВХ -
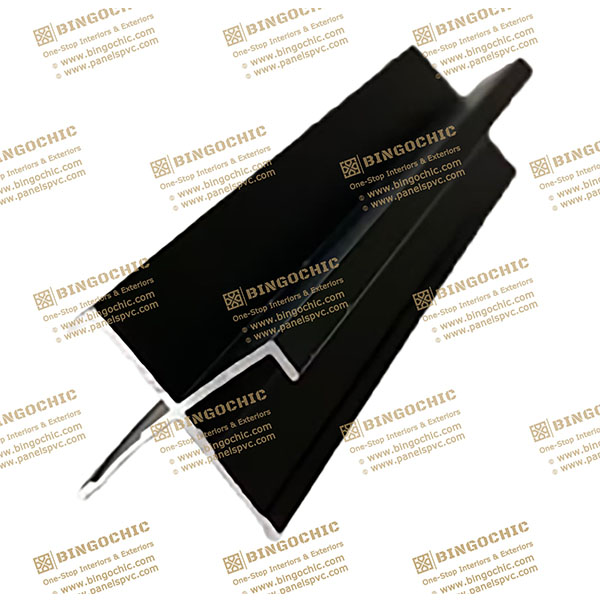
 Алюминиевый сплав
Алюминиевый сплав -
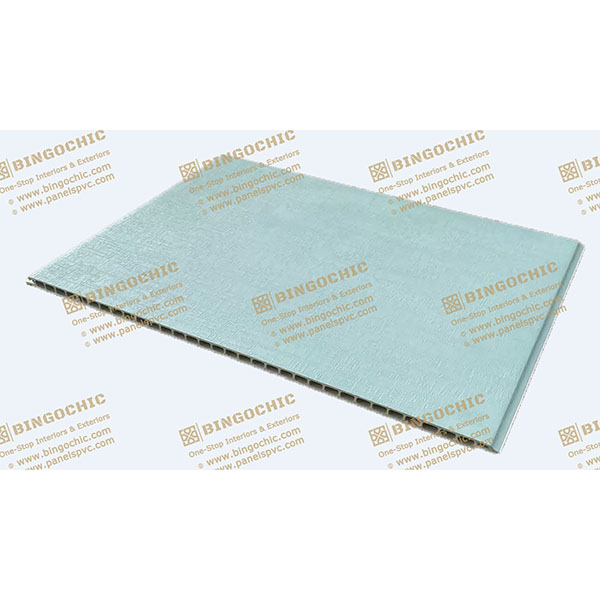
 Интегрированная стеновая панель – Серия панелей из ДПК(2)
Интегрированная стеновая панель – Серия панелей из ДПК(2) -
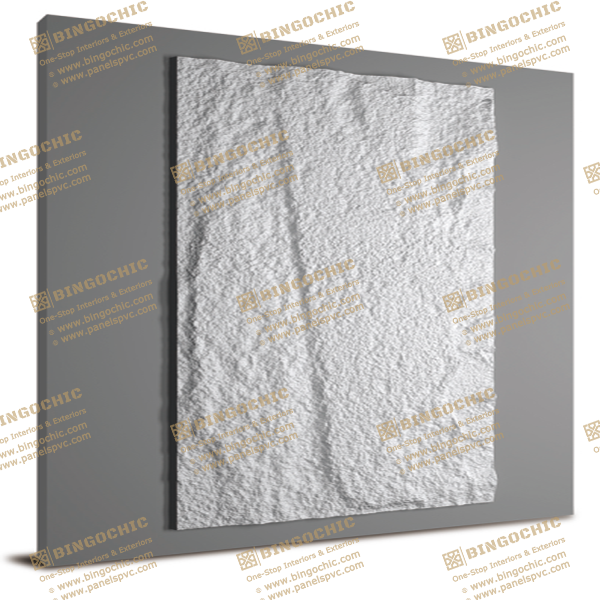
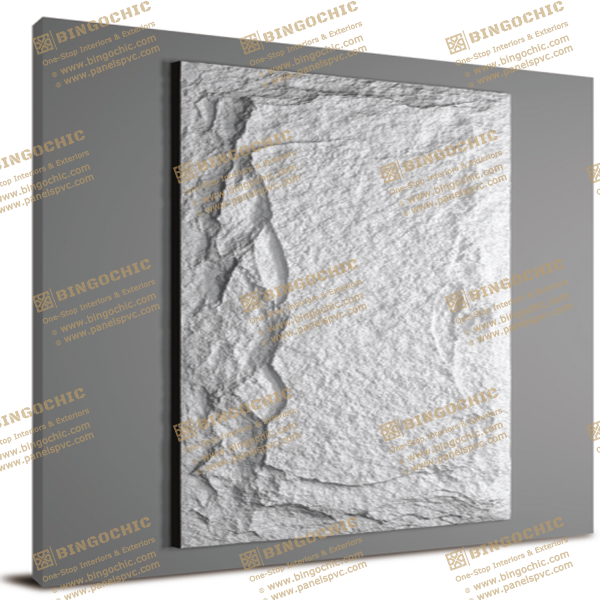 Серия PU Камень-H
Серия PU Камень-H -
 Алюминиевый сплав – 9 мм
Алюминиевый сплав – 9 мм -
 Серия сплошных досок SPC
Серия сплошных досок SPC -
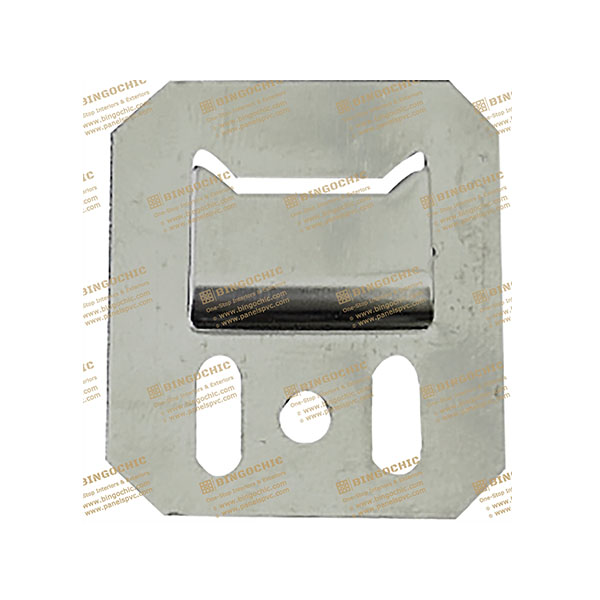 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
 Серия PU Камень-C
Серия PU Камень-C -
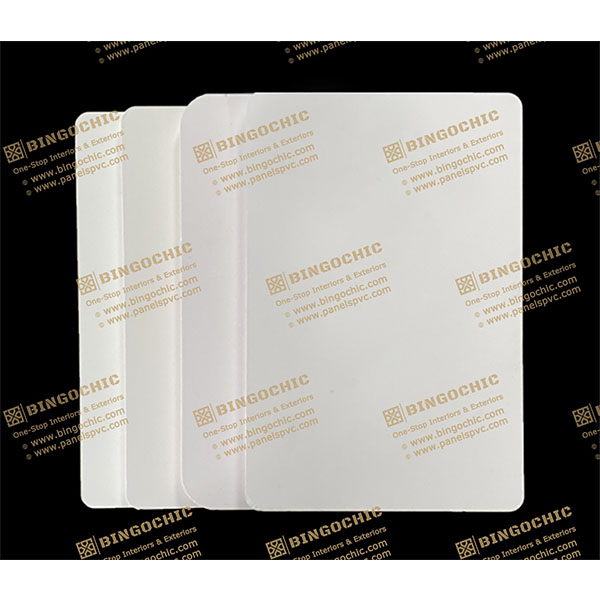
 PFB-3
PFB-3 -
 Серия PU Камень-F
Серия PU Камень-F
Связанный поиск
Связанный поиск- Оптовые гибкие пвх-уголки
- Ведущий китайский покупатель напольных покрытий
- Китай пвх напольные покрытия цены
- Цена на белые пвх-уголки из китая
- Китайские производители каменных панелей
- Производители дешевых стеновых панелей пвх 250 мм
- Декоративная линия oempvc
- Кухня из искусственного камня оптом
- Дешевый 5-миллиметровый лист пвх
- Топ покупателей ламинированных напольных покрытий в китае