








Завод декоративной линии пвх
Когда слышишь 'завод декоративной линии ПВХ', большинство представляет конвейер с готовыми панелями, но мало кто знает, как сильно влияет подготовка сырья на итоговый рельеф. Мы в Бингу Чжигуан с 2001 года через ошибки пришли к выводу: даже идеальный дизайн пресс-формы не спасёт, если не отладить температурный режим экструдера на этапе грануляции.
Технологические тонкости производства ПВХ-профиля
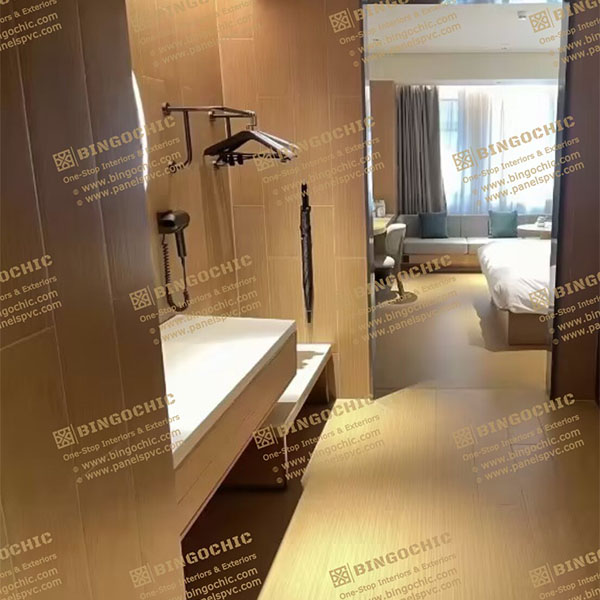
Вот смотрю на новые партии профиля с дубовым рельефом – и вспоминается, как в 2015 перегрели материал на 3 градуса, из-за чего текстура получилась смазанной. Сейчас на панели ПВХ для потолков идёт отдельная калибровка валов, особенно для матовых поверхностей. Кстати, именно тогда мы ввели практику тестовых прогонов для каждого нового оттенка.
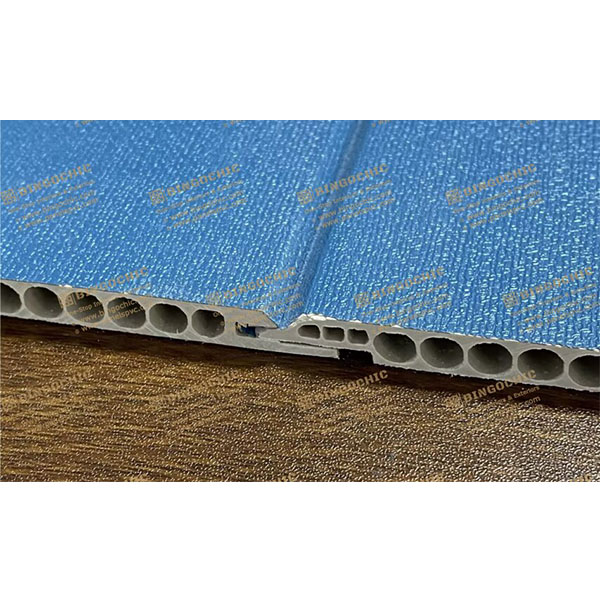
Экструзия – та стадия, где большинство заводов экономят на системе охлаждения, а потом удивляются волнообразным деформациям. У нас стоит немецкая линия с двухконтурным охлаждением, но даже это не всегда спасает при работе с глубоким рельефом – например, для коллекции 'Карпатский дуб' пришлось дополнительно снижать скорость протяжки.
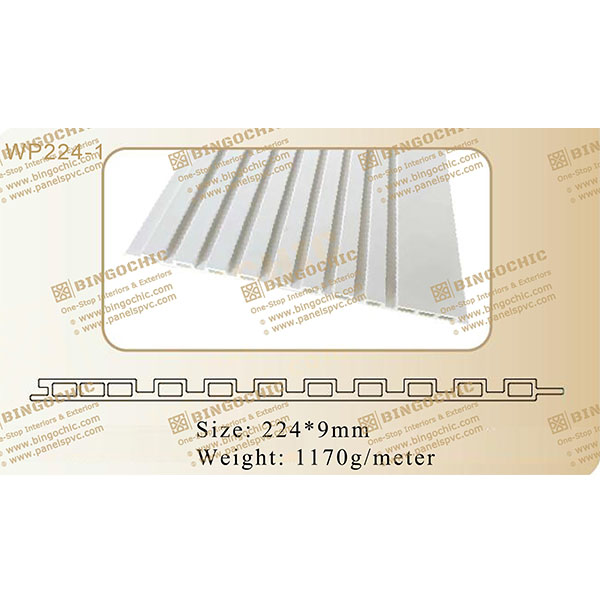
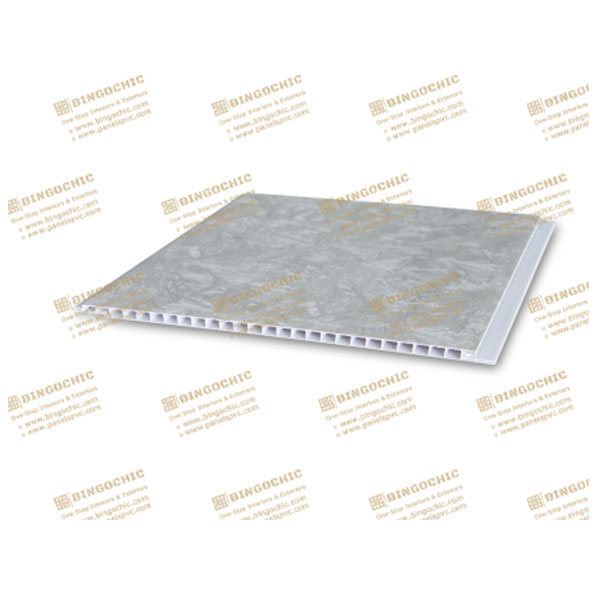
Мелочь, о которой редко пишут в техпаспортах: зазор между фильерой и калибровочными плитами. При производстве широких панелей (380 мм) даже 0.2 мм разницы дают неравномерную толщину стенки. Проверяем щупом каждые 4 часа – рутина, но без этого брак подскакивает до 12%.
Экологичность vs практичность: поиск баланса
Когда мы начинали в 2001, рынок требовал 'абсолютно безопасный ПВХ', но никто не говорил, что бессвинцовые стабилизаторы снижают стойкость к УФ-излучению. Пришлось совместно с химиками разрабатывать композитные добавки – сейчас используем кальций-цинковые системы, которые не выцветают даже в южных регионах.
Наш сайт https://www.panelspvc.ru изначально создавался как платформа с прозрачной информацией о составе материалов. До сих пор выкладываем протоколы испытаний миграции тяжёлых металлов – это дорого, но за 20 лет ни одного рекламационного случая по токсичности.
Интересный момент: европейские стандарты допускают содержание рециклата до 15%, но мы остановились на 7% для декоративных профилей. Почему? При большем проценте начинает 'плыть' геометрия узора, особенно в угловых соединениях. Хотя для технических помещений иногда делаем варианты с 12% - там эстетика не так критична.
Логистика и хранение: скрытые проблемы качества
Летом 2018 потеряли целую партию панелей 'венецианский орех' из-за неправильного складирования – сложили поддоны прямо на бетон без прокладок. Влажность с пола проникла в упаковку, и через месяц проступили микротрещины. Теперь на складе поддерживаем 45-50% влажности и используем деревянные поддоны с прослойкой из вспененного полиэтилена.
Транспортировка – отдельная головная боль. Для перевозки в Казахстан разработали трёхслойную упаковку: стретч-плёнка → картон → термоусадочная плёнка. Да, это +3% к себестоимости, но сократило бой кромки с 5% до 0.7%.
Кстати, о региональных особенностях: в Сибири предпочитают профиль толщиной 10 мм, хотя стандарт – 8 мм. Пришлось перенастраивать линии под два типоразмера. Зато теперь можем предлагать усиленные варианты для помещений с перепадами температур.
Эволюция дизайна пресс-форм
Первые пресс-формы для декоративной линии ПВХ заказывали в Германии, но быстро поняли – их шаблонные текстуры не учитывают российские предпочтения. Например, 'классический дуб' у немцев имеет мелкий рельеф, а наши клиенты любят глубокую проработку древесных пор.
С 2010 года перешли на собственное проектирование. Самый удачный проект – серия 'Старинный паркет' с V-образными фасками. Правда, пришлось модернизировать систему охлаждения, иначе при экструзии 'залипал' рельеф.
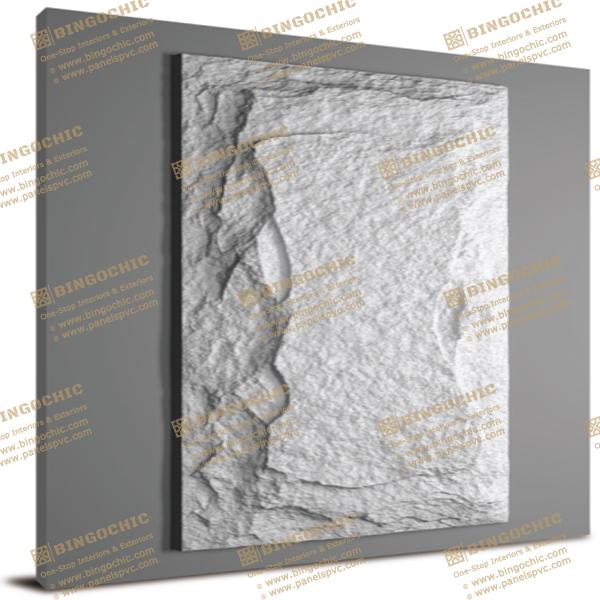
Сейчас экспериментируем с гибридными текстурами – например, сочетание каменной фактуры с древесной. Технически сложно, но для арочных конструкций смотрится органичнее стандартных решений.
Маркетинговые ловушки и реальные показатели
Часто вижу, как конкуренты пишут 'европейское качество', но используют китайское сырьё. Мы в Бингу Чжигуан с 2001 года работаем только с проверенными поставщиками PVC-S из Южной Кореи – да, дороже на 15%, зато стабильность параметров.
На сайте https://www.panelspvc.ru сознательно не размещаем рекламные слоганы вроде 'революционная технология'. Вместо этого даём таблицы сравнительных характеристик: сопротивление удару, изменение геометрии при +50°C, индекс светостойкости.
Коллеги иногда спрашивают, почему мы не выпускаем ультра-глянцевые профили. Ответ простой: при коэффициенте отражения выше 85% начинаются проблемы с визуальным восприятием стыков. Лучше делать матовые поверхности с точечными глянцевыми акцентами – как в нашей коллекции 'Каррарский мрамор'.
Перспективы и тупиковые направления
Пробовали в 2019 делать 'дышащий ПВХ' с микропорами – идея провалилась. Влагостойкость упала на 40%, а теплосопротивление выросло всего на 3%. Вывод: не стоит слепо копировать технологии других материалов.
Сейчас изучаем возможность вторичной переработки собственных отходов. Проблема в том, что красители дают непредсказуемые оттенки при повтором использовании. Возможно, стоит создать отдельную линейку 'эко-микс' с градиентной окраской.
К 2025 планируем полностью перейти на цифровое проектирование пресс-форм. Уже тестируем систему, которая учитывает усадку материала не по усреднённым коэффициентам, а в реальном времени – первые результаты обнадёживают, особенно для профилей сложной геометрии.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
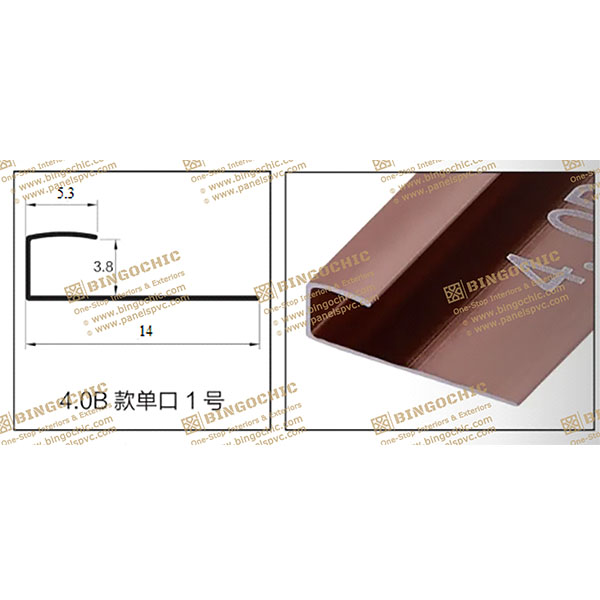 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
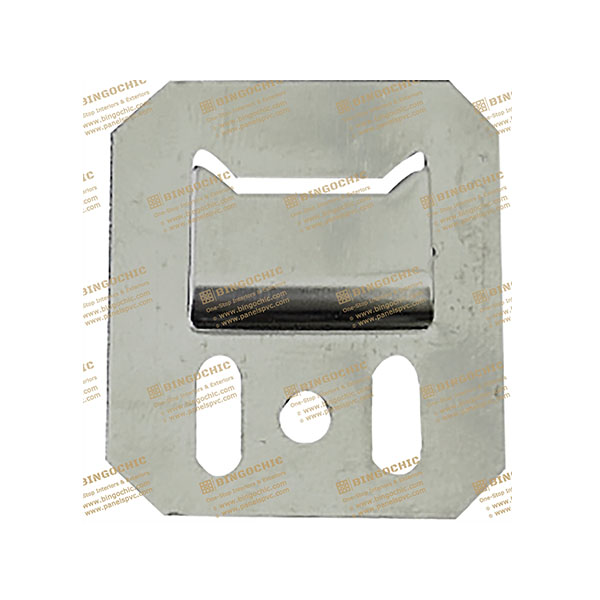 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
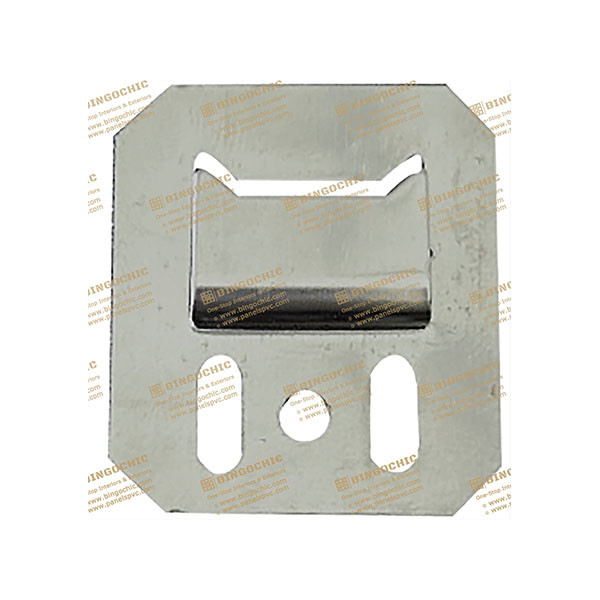 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
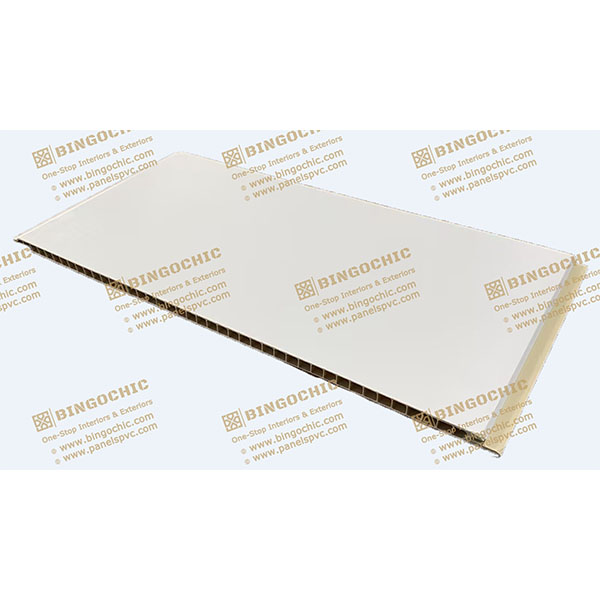 Интегрированная стеновая панель – серия 400 мм
Интегрированная стеновая панель – серия 400 мм -
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
 PFB-2
PFB-2 -
 Панель ПВХ – серия 300 мм
Панель ПВХ – серия 300 мм -
 Серия PU Камень-L
Серия PU Камень-L -
 Серия PU Камень-E
Серия PU Камень-E -
 Проект
Проект -
 Пенооблицованная сплошная плита – сплошная плита BPC
Пенооблицованная сплошная плита – сплошная плита BPC -
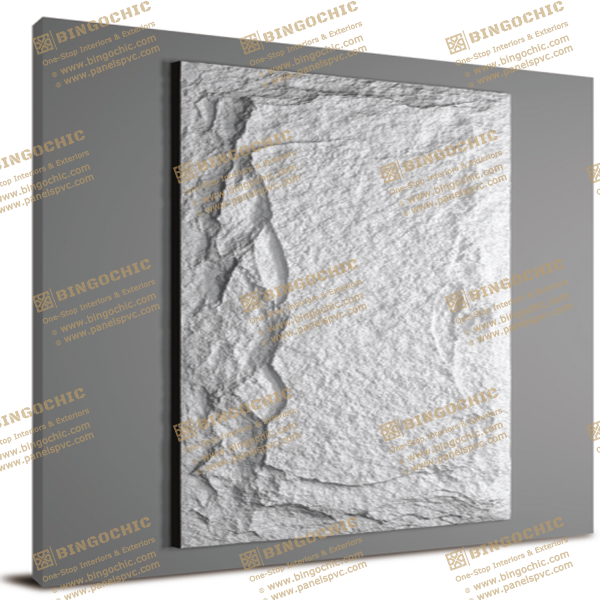 Серия PU Камень-H
Серия PU Камень-H
Связанный поиск
Связанный поиск- Дешевая мраморная ультрафиолетовая доска
- Завод по производству линолеума для деревянных полов
- Ламинат пвх для пола
- Производители кухонь из искусственного камня
- Ведущий покупатель каменно-пластиковых стеновых панелей
- Напольное покрытие
- Отличные стеновые панели пвх москва
- Oemspc панель
- Цены на напольные покрытия в москве
- Пенопластовая доска