








Завод пвх панелей для внутренней отделки
Когда слышишь 'завод ПВХ-панелей', многие представляют конвейер с бездушными пластиковыми полосами. Но на деле это сложный баланс между химией, механикой и человеческим фактором. Вот уже 20 лет через наш цех в Бингу Чжигуан прошли десятки линеек продукции, и каждый раз приходится заново подбирать температурные режимы экструзии.
Сырье и экология: где кроются подводные камни
В 2015 мы перешли на ПВХ-панели с маркировкой 'эко' - и это был провал. Клиенты жаловались на желтизну углов через полгода эксплуатации. Оказалось, закупили композит с избытком диоктилфталата. Теперь все партии тестируем в собственной лаборатории, особенно после сотрудничества с немецкими поставщиками.
На сайте panelspvc.ru мы честно пишем про экологичность, но в цехе висит график: при температуре экструзии выше 189°C даже сертифицированный материал начинает выделять хлористый водород. Поэтому операторы всегда держат под рукой термопасты для аварийного охлаждения шнека.
Кстати, про внутреннюю отделку - многие забывают, что для влажных помещений нужны панели с добавлением антистатиков. Как-то отгрузили партию в санузел кафе, через месяц заказчик прислал фото с чёрными разводами. Пришлось менять всю систему вентиляции в цехе.
Оборудование: почему китайские линии выигрывают у европейских
Наш первый экструдер Bausano работал как часы, но запчасти ждали по 3 месяца. В 2018 перешли на оборудование от Zhangjiagang - и обнаружили, что их шнеки лучше справляются с перепадами напряжения. Для российских сетей это критично.
Особенно важно для завода ПВХ-панелей калибровочное оборудование. Итальянские станки дают погрешность 0.1 мм, но наши технологи научились дорабатывать направляющие под местный климат. Зимой, когда влажность в цехе падает до 30%, без этого не обойтись.
Регулярно сталкиваемся с мифом про 'европейское качество'. На деле тот же Austroplast использует ту же сырьевую базу, что и мы. Разница лишь в системе контроля - у нас каждый мастер смены ведёт журнал дефектов с фото, который потом анализирует отдел Бингу Чжигуан.
Логистика и хранение: неочевидные потери
Панели для внутренней отделки часто портятся не в цехе, а на складе. Разработали систему штабелирования с прокладками из вспененного полиэтилена - раньше использовали картон, но он впитывал влагу и оставлял пятна на глянцевых поверхностях.
Особенно сложно с трёхметровыми панелями - при температуре ниже -15°C они становятся хрупкими как стекло. Как-то потеряли целую фуру из-за непрогретого кузова. Теперь все водители проходят инструктаж с демонстрацией поломок.
На panelspvc.ru мы указываем оптимальные условия хранения, но редко кто читает. Приходится каждому оптовику лично объяснять, почему нельзя складировать панели рядом с отопительными приборами. Хотя казалось бы - базовые вещи.
Кейсы из практики: когда теория не работает
В 2021 делали срочный заказ для гостиницы в Сочи - требовались панели с повышенной стойкостью к УФ-излучению. Добавили диоксид титана, но не учли, что в приморском климате соль разъедает стабилизаторы. Через полгода пришлось полностью менять отделку лобби.
А вот для медицинского центра в Екатеринбурге, наоборот, перестраховались - использовали антибактериальные добавки, которые оказались несовместимы с моющими средствами. Теперь перед каждым нестандартным заказом проводим тесты в реальных условиях.
Коллеги из Бингу Чжигуан часто шутят, что наш цех - это полигон для испытаний. Но именно так мы накопили опыт, который позволяет предугадывать 90% потенциальных проблем с ПВХ-панелями.
Перспективы рынка и субъективные наблюдения
Сейчас вижу тенденцию к утолщению панелей - клиенты готовы платить за 8-10 мм, хотя технически для большинства помещений хватает и 5 мм. Но психологически 'толще' значит 'надёжнее', хотя на деле важнее плотность материала.
Интересно наблюдать, как меняется спрос на фактуры. Ещё 5 лет назад 70% заказов были под 'белый глянец', сейчас доминируют матовые текстуры с эффектом бетона или дерева. Пришлось перенастраивать формы на экструдерах.
Что точно не изменилось за 20 лет - так это важность человеческого контроля. Даже на автоматизированной линии оператор должен слышать, как шнек проходит точку гелеобразования. Этому не научишь по инструкции - только опытным путём.
Соответствующая продукция
Соответствующая продукция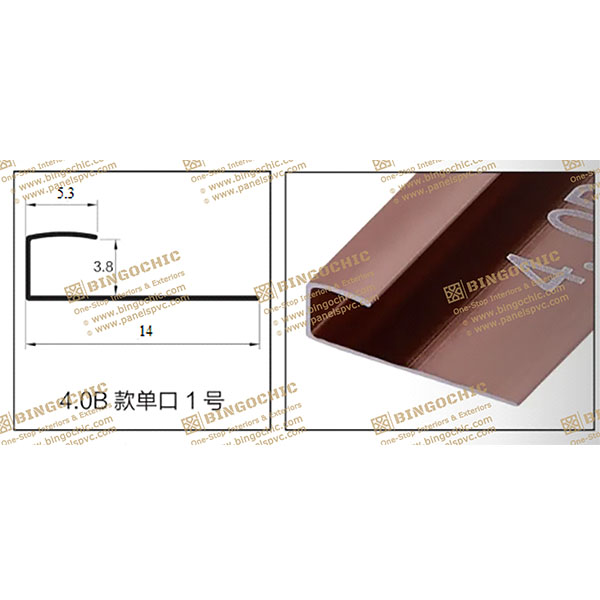



Самые продаваемые продукты
Самые продаваемые продукты-
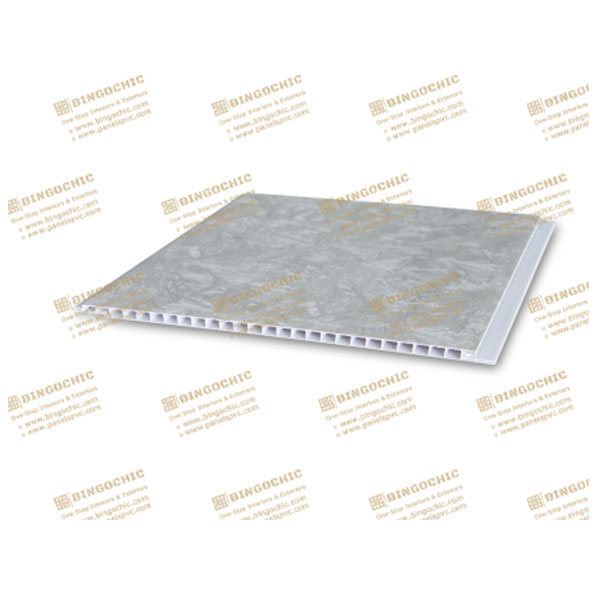
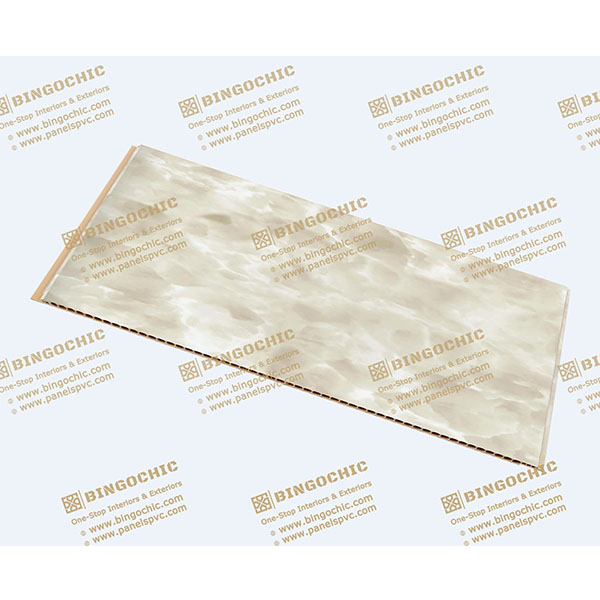
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
 Алюминиевый сплав – 9 мм
Алюминиевый сплав – 9 мм -
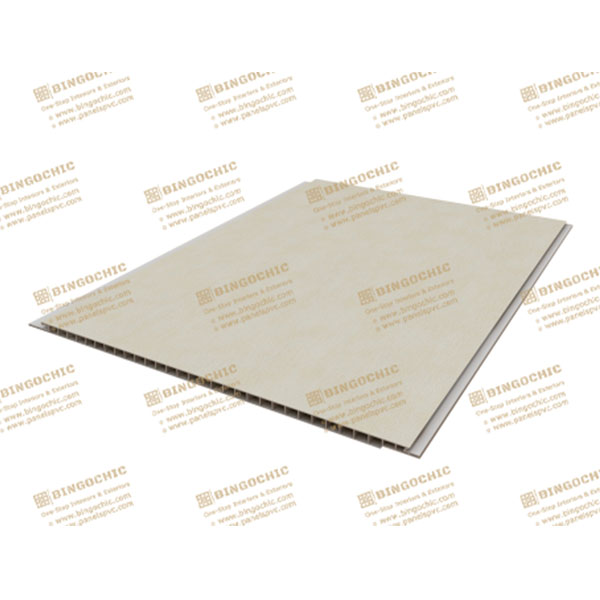
 Интегрированная стеновая панель – серия 400 мм
Интегрированная стеновая панель – серия 400 мм -
 Доступные слоты
Доступные слоты -
 Алюминиевый сплав
Алюминиевый сплав -
 Проект WPC
Проект WPC -
 Пенооблицованная сплошная плита – сплошная плита CPC
Пенооблицованная сплошная плита – сплошная плита CPC -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
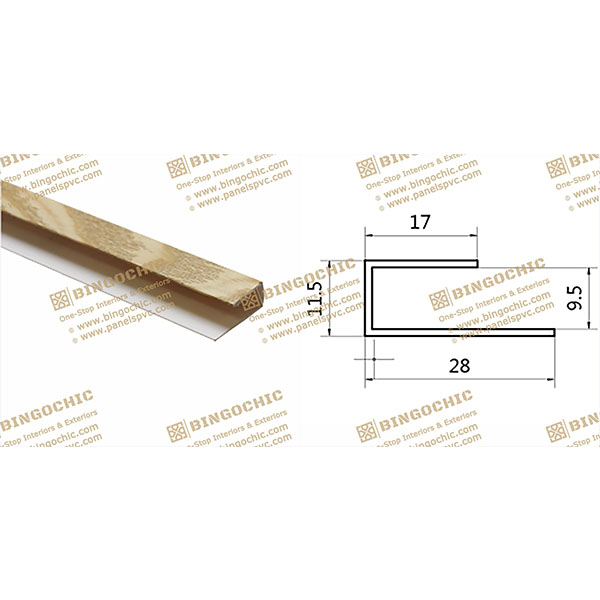 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
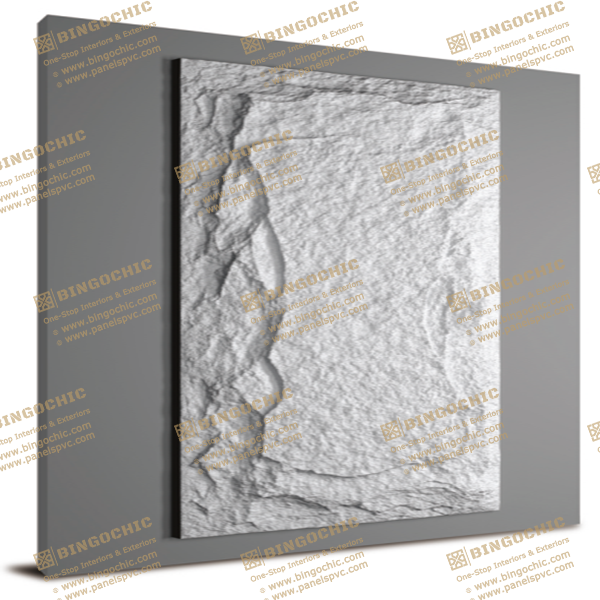
 Серия PU Камень-G
Серия PU Камень-G -
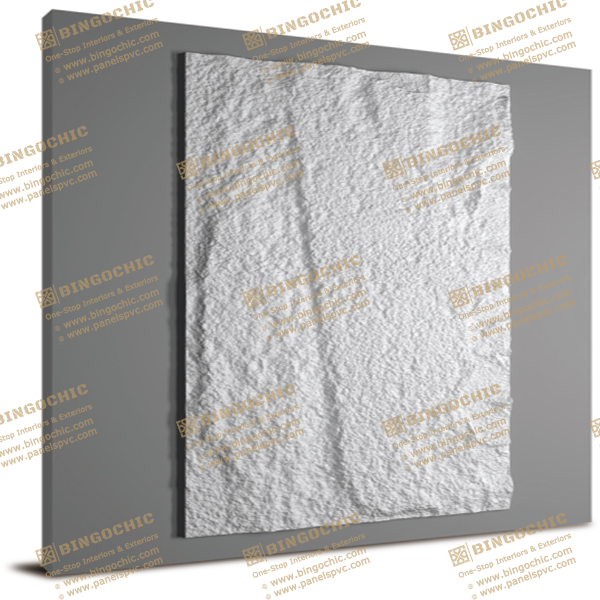
 Серия PU Камень-B
Серия PU Камень-B -
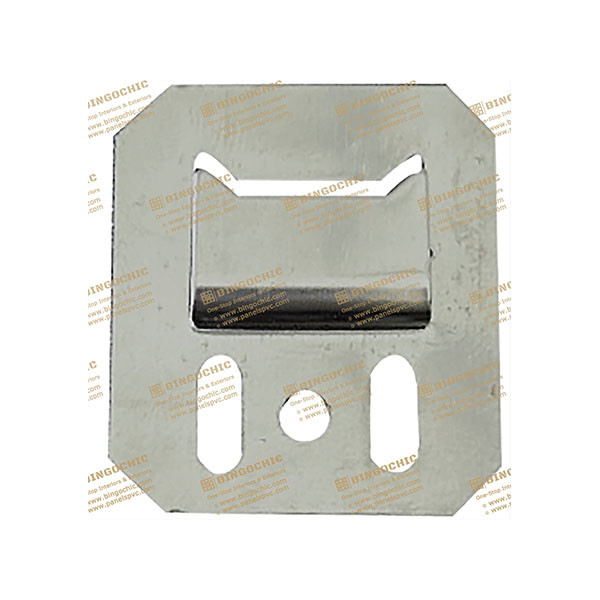 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали
Связанный поиск
Связанный поиск- Oem мраморная уф-плита
- Напольные покрытия из спк в китае
- Оптовая продажа 8-миллиметровых стеновых панелей из пвх
- Поставщики искусственного камня для кухни
- Дешевая фабрика древесно-пластиковых панелей
- Купить внутреннюю обшивку
- Фабрика панелей для ванной
- Стеновая панель из пвх
- Цены на пвх панели
- Ведущие потолочные панели пвх 250 мм