








Завод пвх-панелей для потолков
Когда слышишь 'завод ПВХ-панелей', многие представляют конвейер с бездушными листами пластика. На деле же это сложный баланс между химией, механикой и человеческим опытом. Вот уже 20 лет через наш цех в ООО 'Хайнинга Бингу Чжигуан' прошли тонны композиций, и до сих пор каждая партия преподносит сюрпризы.
Сырьевая база: где кроются главные риски
Начну с того, что стабильность поставок ПВХ-гранул - это 70% успеха. В 2015 году мы пережили кризис из-за партии с повышенной зольностью. Пришлось в авральном режиме перенастраивать температуру экструдера, иначе поверхность панелей шла волнами. Сейчас работаем только с проверенными производителями, но каждый раз при приемке замеряем вязкость расплава.
Особенно жесткие требования к экологичности. В проектах для медицинских учреждений используем формулы без свинцовых стабилизаторов - они дороже на 30%, но иначе не пройти сертификацию. Кстати, наш сайт panelspvc.ru как раз акцентирует это преимущество.
Добавки типа модификаторов ударной вязкости вообще отдельная история. Как-то попробовали сэкономить на концентрации - получили панели, которые трескались при -15°C на неотапливаемом складе. Пришлось демонтировать целую партию для торгового центра в Якутске.
Технологические нюансы экструзии
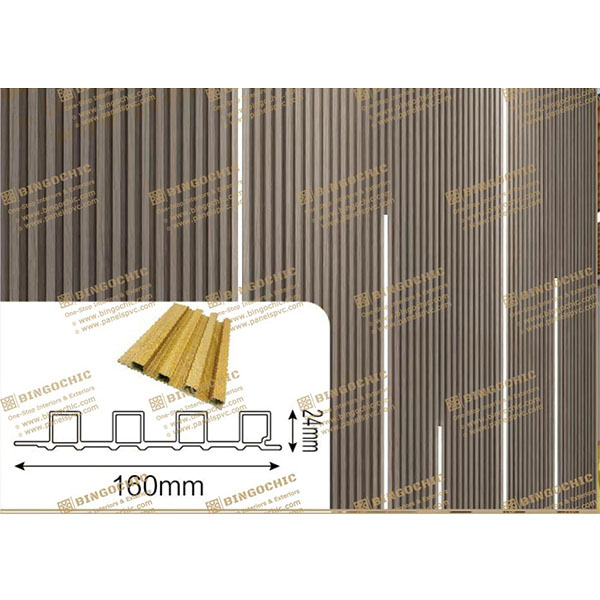
Главный миф - что толщина панели определяет прочность. На практике ключевым является распределение внутренних напряжений. При скорости протяжки выше 2.8 м/мин появляется эффект 'памяти' - панель слегка скручивается после распаковки.
Система охлаждения в калибраторах требует ежесменной промывки. Как-то пропустили этот пункт - и за смену получили 400 метров брака с волнистой поверхностью. Теперь технолог лично проверяет состояние форсунок перед запуском линии.
Регулировка зазора фильеры - это почти искусство. Для матовых панелей оставляем 0.3 мм, для глянцевых - 0.25. Разница кажется незначительной, но при неправильной настройке глянец дает блики под углом 45 градусов.
Контроль качества: что не пишут в ГОСТ
Наш регламент включает 18 параметров, но три из них мы выработали опытным путем. Например, тест на 'холодный изгиб' - образец выдерживаем при -20°C и сгибаем под 90°. Если появляется белая полоса - значит, недостаточно пластификатора.
Цветопередача - отдельная головная боль. Партия может пройти все замеры, но при монтаже в помещении с галогенными лампами давать желтоватый оттенок. Поэтому держим в лаборатории все типы светильников.
Геометрия замков - кажется мелочью, но именно здесь чаще всего случаются нарекания. Допуск ±0.1 мм по всей длине - это минимум. В 2022 году пришлось заменить фрезы на немецкие после жалоб от монтажников на 'закусывание' стыков.
Логистические особенности
Упаковка - это не просто защита, а элемент бренда. Перешли на стретч-пленку с УФ-фильтром после случая, когда панели на складе пожелтели с одной стороны. Теперь даже при хранении на открытых площадках сохраняют цвет.
Стандартные паллеты 1200×800 часто неоптимальны для перевозки. Разработали собственные размеры 1250×850 - так снизили количество поврежденных углов на 18%.
Зимние поставки требуют особого протокола. Грузовик должен отстояться 6 часов в отапливаемом доке перед разгрузкой, иначе возможна конденсация на поверхности панелей.
Монтажные тонкости, о которых молчат производители
Большинство проблем возникает не с панелями, а с обрешеткой. Рекомендуем шаг 400 мм, но монтажники часто экономят и делают 600. Результат - провисание через полгода.
Температурный зазор в 5 мм у стен - не формальность. В торговом центре в Сочи проигнорировали это правило - летом панели 'встали дыбом' из-за расширения.
Составы для резки тоже важны. Диски с твердосплавными напайками дают чистый край, а обычные абразивные оставляют микротрещины. Это особенно критично для влажных помещений.
Экологичность: не просто маркетинг
Наша философия в ООО 'Хайнинга Бингу Чжигуан' - создание безопасных материалов. Сертификаты REACH и EcoMaterial подтверждают отсутствие фталатов, но мы дополнительно тестируем миграцию веществ в условиях повышенной влажности.
Система рециклинга на производстве позволяет использовать до 40% обрезков. Правда, для белых панелей лимит - 15%, иначе появляется сероватый оттенок.
Интересный случай был с заказом для детского сада - пришлось разрабатывать специальную партию с антимикробной пропиткой. Добавка серебра увеличила стоимость на 25%, но зато панели прошли все санитарные проверки.
Эволюция стандартов за 20 лет
С 2001 года требования к потолочным системам изменились кардинально. Раньше главным был показатель прочности, сейчас - пожаробезопасность и экологичность. Наш отдел разработки постоянно экспериментирует с антипиренами.
Толщина панелей уменьшилась с 10 мм до 5-8, но за счет ребер жесткости прочность осталась прежней. Это позволило снизить нагрузку на подвесные системы.
Самый перспективный тренд - акустические панели с микроперфорацией. Правда, технология требует особой точности - отклонение в диаметре отверстий всего на 0.1 мм сводит на нет весь звукопоглощающий эффект.
В итоге производство ПВХ-панелей - это не просто штамповка пластика. Каждый этап, от выбора сырья до упаковки, требует профессиональных решений. Как показывает практика, мелочи вроде температуры воды в охладительной системе или угла заточки ножей часто важнее, чем дорогое оборудование. Главное - не останавливаться в развитии, ведь стандарты меняются быстрее, чем успеваешь перенастроить линии.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты


Связанный поиск
Связанный поиск- Купи 2.5-миллиметровую ультрафиолетовую плиту
- Напольные покрытия из спк в китае
- Китайские поставщики стеновых панелей пвх спб
- Деревянные полы в частном доме
- Поставщики пвх ламинированных полов
- Цены на кварцевые напольные покрытия в китае
- Ведущий покупатель пластиковых мраморных плит 3d
- Завод по производству стеновых панелей пвх 250 мм
- Китайский производитель пвх-панелей для ванной комнаты фото
- Китайский защелкивающийся крепеж