








Завод потолочных панелей пвх
Когда слышишь 'завод потолочных панелей ПВХ', большинство представляет конвейер с готовыми ламелями, но редко кто задумывается, как состав сырья влияет на геометрию профиля при сезонных перепадах температур. Вот где кроется основная ошибка новичков — гонка за дешевизной гранулята оборачивается волной жалоб на 'поведение' панелей в humid-помещениях.
Технологические нюансы, которые не пишут в спецификациях
На своем опыте в завод потолочных панелей пвх Бингу Чжигуан убедился: даже при стабильном давлении экструдера решающую роль играет температура зоны дегазации. Однажды пришлось перебрать три партии сырья от разных поставщиков, прежде чем добились ровной поверхности без микропузырей. Кстати, сайт https://www.panelspvc.ru — там есть технические бюллетени по этому вопросу, но живые примеры из цеха куда ценнее.
Любопытный момент: многие недооценивают роль калибровочных валов. При скорости протяжки выше 2.5 м/мин металл перегревается, и на стыках ламелей появляется едва заметный глянец — позже это приводит к разнооттеночности после покраски. Пришлось вводить принудительное охлаждение водой с добавлением ингибиторов коррозии, хотя изначально технолог утверждал, что это избыточно.
Запомнился случай с партией для бассейна в Сочи: заказчик требовал идеальную стыковку, но при монтаже панели 'играли'. Разобрались — оказалось, проблема в антипиреновой добавке, которая меняла коэффициент линейного расширения. Пришлось пересматривать всю рецептуру, зато теперь этот опыт учтен в производстве влагостойких серий.
Экология против прочности: поиск баланса
В 2001 году, когда создавалась компания Бингу Чжигуан, тема экологичности звучала иначе. Сейчас же при подборе компонентов для потолочных панелей пвх приходится балансировать между стабильностью формуля и требованиями к переработке. Наш принцип — минимизировать свинцовые стабилизаторы, даже если это удорожает процесс на 7-9%.
Интересно наблюдать, как европейские стандарты постепенно меняют российский рынок. Раньше главным был вопрос 'сколько прослужит', теперь — 'как утилизировать'. На https://www.panelspvc.ru мы как раз анонсировали линию с повышенным содержанием переработанного ПВХ — пока это экспериментальные партии, но тенденция очевидна.
Порой экологические инициативы приводят к курьезам. Как-то перешли на новый органический стабилизатор, а он при высокой влажности давал легкий запах древесной смолы. Клиенты думали, это брак, хотя по факту это была сертифицированная добавка. Пришлось добавлять в упаковку пояснительные листовки.
Логистика как элемент технологии
Мало кто учитывает, что транспортировка с завода влияет на геометрию панелей сильнее, чем суточные колебания температуры в цехе. Особенно с многометровыми ламелями — если неправильно рассчитать точки опоры в фуре, получишь партию с остаточной деформацией.
Мы в Бингу Чжигуан отработали систему крепления в грузовиках с демпфирующими прокладками, но и это не панацея. Летом 2022 года пришлось экстренно менять логистические маршруты из-за аномальной жары — панели, которые везли через южные регионы, прибыли с легким искривлением. Теперь для таких поставок используем термофургоны, хоть это и бьет по марже.
Кстати, на сайте https://www.panelspvt.ru есть раздел с рекомендациями по перевозке — но там даны общие советы, а нюансы вроде зависимости от времени года приходится объяснять отдельно каждому крупному заказчику.
Монтажные особенности, о которых молчат производители
Главный секрет — зазор в 1.5 мм у стены никогда не должен быть равномерным. В угловых зонах его нужно увеличивать до 2-3 мм, иначе при сезонной усадке здания появится напряжение. Это особенно критично для новостроек, где усадочные процессы активны первые 2-3 года.
Частая ошибка монтажников — экономия на стартовых профилях. Видел объекты, где панели крепили напрямую к обрешетке, аргументируя это 'опытом работы с гипсокартоном'. Результат — щели в стыках через полгода. При этом сам завод потолочных панелей пвх редко акцентирует внимание на совместимости с крепежными системами.
Запомнился казус с объектом в Казани: заказчик купил наши панели, но решил сэкономить на подвесах. Через месяц пошли трещины в углах — оказалось, вибрации от вентиляции не гасились дешевыми креплениями. Пришлось демонтировать и переделывать за наш счет, хотя формально вины производства не было. С тех пор всегда уточняем тип несущей системы.
Эволюция стандартов и субъективные оценки
Если в 2000-х главным критерием была стойкость к влаге, то сейчас на первый план выходит стабильность цвета. Современные потолочные панели пвх должны сохранять оттенок не только под УФ-излучением, но и при комбинированном освещении — особенно важно для торговых центров со смешанным светом.
У нас в Бингу Чжигуан был период, когда мы экспериментировали с матовыми покрытиями. Выяснилось: идеальная матовость достигается не добавками в массу, а финишной обработкой. Но такой подход удваивал стоимость, и от него пришлось отказаться — рынок не готов был платить за эстетику.
Сейчас наблюдаю любопытный тренд: возврат к текстурным поверхностям 'под бетон' или 'под лен'. Ирония в том, что технологически это сложнее глянцевых вариантов — приходится комбинировать экструзию с прессованием. Но именно такие модели сейчас лидируют в премиальном сегменте, хоть их и не найти в массовых каталогах на panelspvc.ru.
Перспективы или тупики?
Спрос на перфорированные панели растет, но их производство — отдельная головная боль. Стандартные твердосплавные сверла быстро изнашиваются, лазерная резка экономически невыгодна. Пришлось разрабатывать собственную систему роторной резки с водяным охлаждением — решение, которое теперь используем и для других продуктов.
Иногда кажется, что индустрия зашла в тупик: все улучшения сводятся к вариациям одних и тех же параметров. По-настоящему прорывных решений не было с момента внедрения коэкструзии. Возможно, следующий шаг — композитные материалы на основе ПВХ, но пока это лабораторные эксперименты.
При этом базовые потребности остаются прежними: клиенту нужна панель, которая не пожелтеет за 5 лет, не прогнется при соседстве с люстрой и не расколется при перевозке. И как показывает практика Бингу Чжигуан, именно на этих 'скучных' параметрах держится 90% репутации завода.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 PFB-2
PFB-2 -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
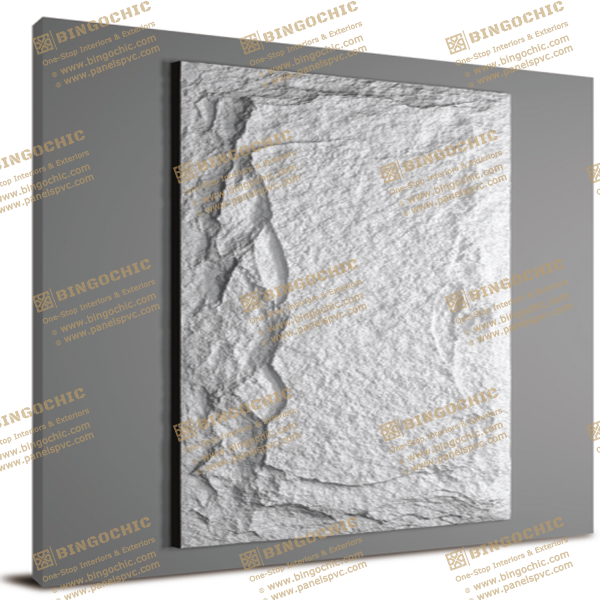
 Серия PU Камень-C
Серия PU Камень-C -
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
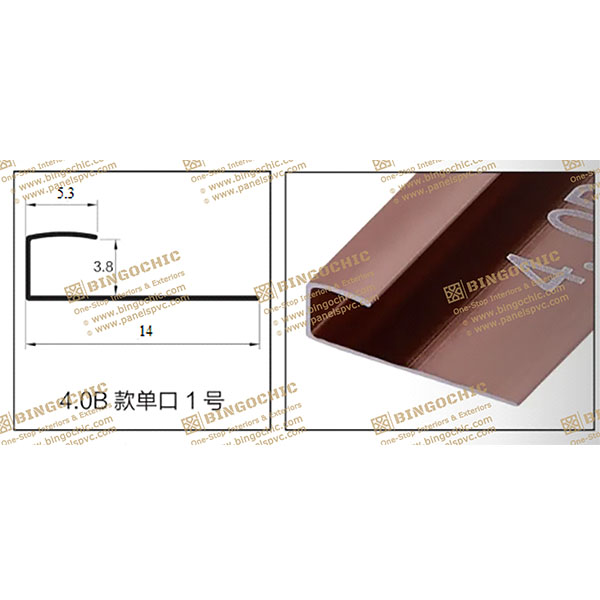 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
 Серия PU Камень-H
Серия PU Камень-H -
 Интегрированная стеновая панель – серия 600 мм
Интегрированная стеновая панель – серия 600 мм -
 PFB-1
PFB-1 -
 Серия PU Камень-J
Серия PU Камень-J -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Пенооблицованная сплошная плита – сплошная плита BPC
Пенооблицованная сплошная плита – сплошная плита BPC -
 Напольное покрытие – серия SPC
Напольное покрытие – серия SPC
Связанный поиск
Связанный поиск- Производители пвх-панелей для стен
- Китайские производители потолочных панелей пвх
- Производители пвх-уголков
- Купить пластиковые мраморные плиты 3d
- Дешевые ультрафиолетовые доски цены
- Дешевые поставщики стеновых панелей пвх 8 мм
- Китайские цены на пвх панели для внутренней отделки
- Ванна панелями пвх
- Оптовая продажа 2-миллиметровой уф-плиты
- Ведущий покупатель замковой пвх-плитки