








Завод по производству белых пвх-уголков
Когда слышишь 'завод по производству белых пвх-уголков', многие представляют стерильные цеха с конвейерами, штампующими идеальную продукцию. На деле же 80% проблем начинаются с мелочей — например, когда поставщик сырья внезапно меняет рецептуру кальций-цинковых стабилизаторов, и уголки на выходе дают желтизну по кромке. Мы в Бингу Чжигуан через это проходили, особенно в сезон отопления, когда температурный режим экструдера капризничает.
Сырьё: между экономией и браком
Допустим, берёшь первичный ПВХ S-70, а партия с завода-изготовителя идёт с повышенной влажностью. Если не просушить — пузыри по всей длине уголка гарантированы. Один раз пришлось переработать 3 тонны готовой продукции из-за такой 'мелочи'. Сейчас всегда проверяем влагомером перед загрузкой в экструдер.
Стабилизаторы — отдельная история. Перешли на свинцовые ещё в 2015-м, но для белых уголков это риск миграции примесей. Пришлось разрабатывать гибридную систему с органическими стабилизаторами, хотя это удорожает себестоимость на 12%. Зато уголки не желтеют даже под прямым ультрафиолетом — проверяли в крымских условиях три года подряд.
Кстати, о рекламациях: самый частый брак — не геометрия, а микротрещины в зоне гиба. Возникают когда охлаждающие ванны не успевают стабилизировать температуру профиля. Решили установить дополнительный калибратор между экструдером и вакуумным охладителем.
Технологические парадоксы экструзии
Скорость подачи — вечный компромисс. При 2.5 м/мин идеальная геометрия, но себестоимость зашкаливает. Поднимаем до 4 м/мин — начинает 'плыть' лицевая грань. Опытным путём вышли на 3.2 м/мин с принудительным обдувом зоны калибровки.
Температурные зоны — отдельная головная боль. Особенно зимой, когда сырьё с холодного склада подаётся в бункер. Пришлось ставить предварительный подогрев до 45°C, иначе на выходе получались волнообразные деформации. Кстати, эту проблему мы впервые заметили при работе с заказом для ледовых арен — там требования к геометрии жёстчайшие.
Вакуумные калибраторы изнашиваются быстрее, чем пишут в спецификациях. Меняем раз в 8 месяцев вместо заявленных 12. Особенно для уголков с глянцевой поверхностью — малейшая царапина на калибраторе даёт продольную риску.
Логистика, которая ломает статистику
Упаковка — казалось бы, элементарно. Но если уголки длиной 2.7 м упаковать в стретч-плёнку без каркасных прокладок, при перевозке получаем 'вертолёты' с разошедшимися углами. Теперь используем П-образные картонные уголки по краям пачки.
Сезонность хранения — летом складские температуры поднимаются до 35°C. При таких условиях даже качественные уголки могут дать усадку до 0.3% после монтажа. Пришлось организовывать климат-контроль в зоне хранения готовой продукции.
Интересный кейс: для поставок в северные регионы разработали морозостойкую модификацию с добавлением акриловых присадок. Уголки выдерживают -50°C без растрескивания, но цвет становится чуть матовым. Пришлось отдельно сертифицировать как 'арктическую серию'.
Экология против практичности
Когда в 2001 году Бингу Чжигуан только начинала, экологичность была маркетинговым ходом. Сейчас — производственная необходимость. Перешли на бессвинцовые стабилизаторы полностью, хотя это снизило производительность линии на 7%.
Система рециклинга обрезков — отдельная гордость. Дробим, добавляем до 15% во вторичную переработку для технических линеек. Но для белых уголков допускаем не более 3% регранулята — иначе страдает цветостойкость.
Водоохлаждающие контуры замкнутого цикла — не просто экология, а экономия. Снизили потребление воды на 85% после модернизации 2022 года. Кстати, это помогло пройти сертификацию LEED для поставок в ЕС.
Маркетинговые ловушки
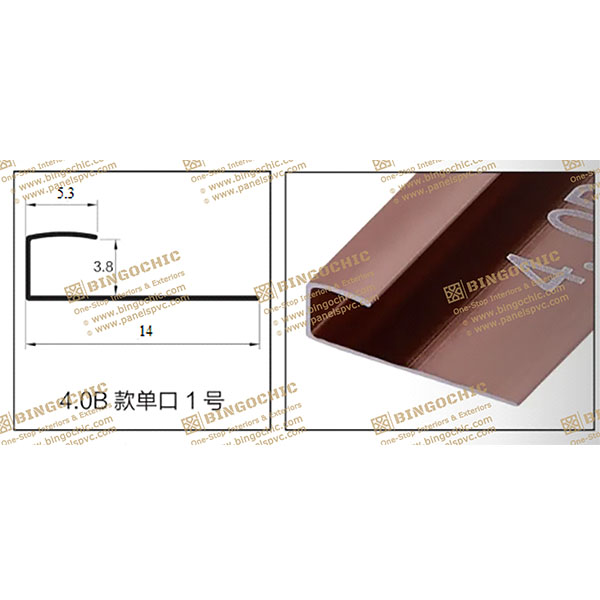
Часто пишут 'европейское качество', но не уточняют, что немецкие стандарты DIN 16872 для уголков предусматривают совсем другие допуски по толщине стенки. Мы работаем по ТУ , где жёстче требования к ударной вязкости.
Глянец — отдельная тема. Идеально ровная поверхность требует полировки дорогостоящих матриц раз в две недели. Для сегмента эконом-класса перешли на сатиновый эффект — и практичнее, и дешевле в содержании оборудования.
Сайт panelspvc.ru изначально создавали под конструкторские бюро — там выложены все технические спецификации, включая коэффициенты линейного расширения при разных температурах. Это снизило количество технических консультаций на 40% — архитекторы сами находят нужные параметры.
Перспективы, которые не афишируют
Автоматизация контроля — поставили лазерные сканеры для 3D-профилирования каждого метра уголка. Брак упал до 0.3%, но пришлось нанять двух операторов для обслуживания системы — экономический эффект появился только через год.
Интеграция с системами вентилируемых фасадов — сейчас разрабатываем уголки с перфорированной полкой для скрытого крепления. Испытания показали проблему с концентрацией напряжений в зоне отверстий — усилили рёбра жёсткости.
Биостойкие модификации — по заказу для влажных помещений добавляем фунгицидные добавки. Но столкнулись с ограничениями по сертификации — в ЕС такие присадки требуют отдельного допуска. Пришлось создавать отдельную производственную линию только для экспорта.
В итоге завод по производству белых пвх-уголков — это не про тонны пластика, а про постоянный баланс между технологиями, экономикой и требованиями рынка. Как показала практика Бингу Чжигуан, даже цвет подложки для упаковки влияет на восприятие белизны продукции — перешли на голубой картон после жалоб от клиентов на 'желтоватый оттенок' при хранении на солнечной стороне склада.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты

Связанный поиск
Связанный поиск- Поставщики пластиковых напольных покрытий из китая
- Поставщики дешевых уголков для пвх-панелей
- Напольное покрытие
- 3d пвх панели для стен из китая
- Лидирующая внутренняя обшивка стен листом пвх
- Стеновая панель пвх oem9 мм
- Основные страны-покупатели дешевых белых пвх-уголков
- Оптовая продажа белых потолочных панелей пвх
- Дешевые производители печатных стеновых панелей
- Китай пластиковые напольные покрытия для квартир цена