








Завод по производству вспененного картона из пвх
Когда слышишь 'завод по производству вспененного картона из ПВХ', многие представляют просто листы пластика. На деле это многослойная система, где температура экструдера и скорость подачи пены решают всё. У нас на производстве вспененного картона в 2008 году случился провал из-за перерасхода вспенивателя - добавили на 0.3% выше нормы, и партия пошла волнами.
Технологические нюансы, которые не пишут в учебниках
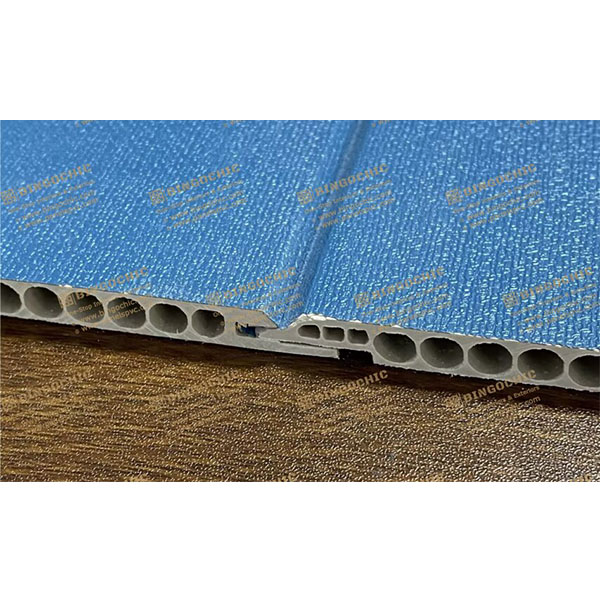
Стандартная толщина 5-8 мм для декоративных панелей - обманчивый параметр. Важнее плотность ячеек после вспенивания. Мы в Бингу Чжигуан через год экспериментов вывели свой коэффициент: если поверхность матовая, плотность должна быть не ниже 45 кг/м3, иначе крепление шип-паз будет люфтить. Проверили на объекте в Сочи - при влажности 80% панели с плотностью 40 кг/м3 повело через два месяца.
Охлаждение ванны - отдельная история. Летом 2019 пришлось ставить дополнительный чиллер, потому что при температуре воды выше 25°C на выходе получался 'потный' картон - конденсат в порах. Это потом вылилось в пятна после покраски.
Сейчас используем немецкие вспениватели, но не потому что они лучше, а потому что стабильнее работают при перепадах напряжения. Наш завод в Подмосковье страдает от скачков в сети, а тут даже при падении до 190В состав не расслаивается.
Экология против прочности
В каталоге Бингу Чжигуан пишут про экологичность, но на практике свинцовые стабилизаторы до сих пор дают лучшую геометрию. Перешли на кальций-цинковые - пришлось переписывать все техкарты. Линия простаивала три недели, пока не подобрали новый режим экструзии.
Толщина защитного слоя - вечный компромисс. Для ванных делаем 0.8 мм, хотя стандарт 0.5 мм. Иначе через год появляются микротрещины в местах стыков. Проверили на объекте в Анапе - там где поставили экспериментальные панели со слоем 0.6 мм, уже через 9 месяцев пришлось менять.
Кстати, о вспененном ПВХ для влажных помещений: многие забывают про торцы. Мы после череды рекламаций стали покрывать их силиконовой эмульсией на стадии резки. Не идеально, но снижает водопоглощение на 15%.
Логистика как часть технологии
Хранение готовой продукции - отдельная головная боль. Если складировать паллеты высотой более 2.2 м, нижние листы деформируются даже при идеальной геометрии. Пришлось разрабатывать спецстеллажи с опорой через каждые 40 см.
Летние поставки - отдельный кошмар. В 2021 году отгрузили партию в Краснодар без термофургона. На месте оказалось, что 30% листов слиплись в пачках. Теперь с мая по сентябрь используем разделительную бумагу между листами - дороже, но дешевле чем брак.
Интересно, что для производства вспененного картона критична не только температура в цеху, но и влажность. При превышении 70% на поверхности появляется 'паутинка' - микротрещины, заметные только под углом. Боролись установкой дополнительных осушителей.
Лабораторный контроль, который никто не любит
Каждый цехмен ненавидит наши еженедельные тесты на сопротивление разрыву. Но именно они в 2020 помогли поймать партию некондиционного пластификатора. Готовые панели прошли все стандартные проверки, но при монтаже на изгибе лопались по линиям вспенивания.
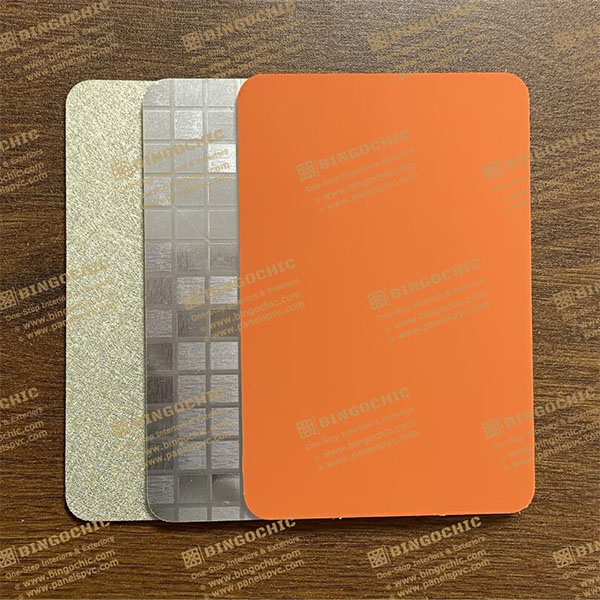
Цветопередача - вечная проблема. Даже при использовании одного и того же пигмента из разных партий получается разный оттенок. Пришлось ввести допуск ±3% по шкале LAB - больше нельзя, иначе на объекте видна разница между партиями.
Особенно сложно с белыми панелями. Наш технолог говорит, что идеальный белый для вспененного ПВХ - это миф. Всегда уходит либо в синеву, либо в желтизну. Спасаемся ультрафиолетовыми фильтрами в составе, но это +7% к себестоимости.
Перспективы и тупики
Сейчас экспериментируем с армированием стекловолокном. Пока получается дорого и сложно в переработке, но для фасадных элементов перспективно. Первый тест в Уфе показал, что морозостойкость увеличилась на 15 циклов.
Биоразлагаемые добавки - спорный момент. Испытывали французскую присадку - через полгода в структуре появились микропоры. Хорошо для одноразовой упаковки, но для отделочных материалов неприемлемо.
Вертикальная интеграция - вот что реально экономит. С 2022 года сами производим часть сырья через дочернее предприятие. Не скажу что вышло дешевле, но стабильность поставок повысилась в разы. Для производства вспененного картона это важнее цены.
Работа с рекламациями
Самая частая претензия - 'погнулось при хранении'. Почти всегда вина монтажников, но мы научились определять по характеру деформации, где производственный брак. Если изгиб идет по линии экструзии - наш косяк, если поперек - нарушение условий хранения.
Раз в квартал собираем совещание по браку. Выносим в цех образцы с дефектами, разбираем по операциям. Последний раз обнаружили, что вибрация от нового компрессора вызывает микронеровности на поверхности. Пришлось ставить демпферы.
Интересный случай был с партией для медицинского центра. Там требования к химической стойкости особые. Пришлось разрабатывать специальное покрытие, устойчивое к дезинфектантам. Проверяли полгода, но теперь это наш козырь для подобных объектов.
Что в сухом остатке
За 12 лет работы понял: идеального вспененного ПВХ не существует. Всегда приходится искать баланс между стоимостью, характеристиками и технологичностью. Сейчас, глядя на новые стандарты Бингу Чжигуан, вижу что движемся в сторону специализированных решений. Уже не пытаемся сделать универсальный продукт, а подбираем рецептуру под конкретные задачи.
Главное - не гнаться за новыми технологиями ради самих технологий. Лучше стабильное качество из проверенных материалов, чем постоянные эксперименты. Как показал кризис 2022, те кто работал на стандартных проверенных решениях, выжили. А те кто гнался за инновациями - часто остались с невостребованными запасами экзотических добавок.
Сейчас основной тренд - не улучшение свойств, а стандартизация процессов. Чтобы через пять лет можно было докупить такую же линию и получить идентичный продукт. Для строительной отрасли это важнее рекордных характеристик.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Серия PU Камень-D
Серия PU Камень-D -
 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
 Доступные слоты
Доступные слоты -
 Проект
Проект -
 Алюминиевый сплав – 8 мм
Алюминиевый сплав – 8 мм -
 Панель ПВХ – серия 300 мм
Панель ПВХ – серия 300 мм -
 Серия PU Камень-G
Серия PU Камень-G -
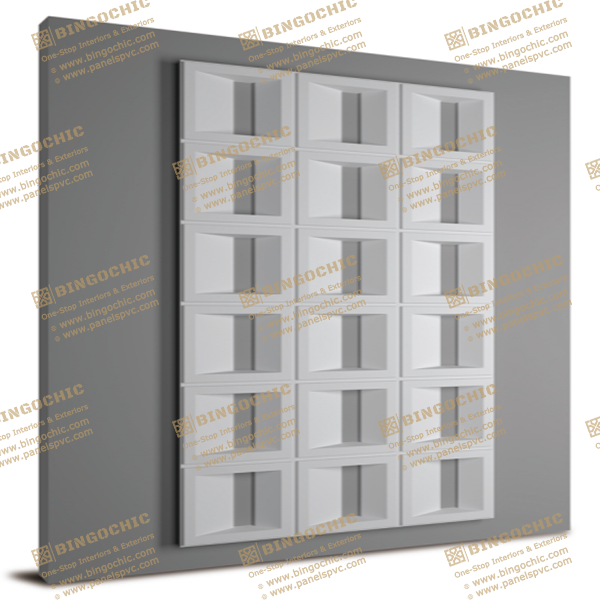
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
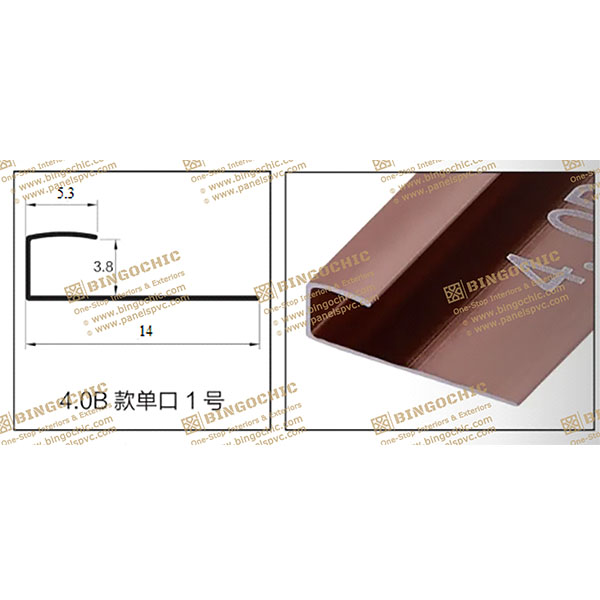
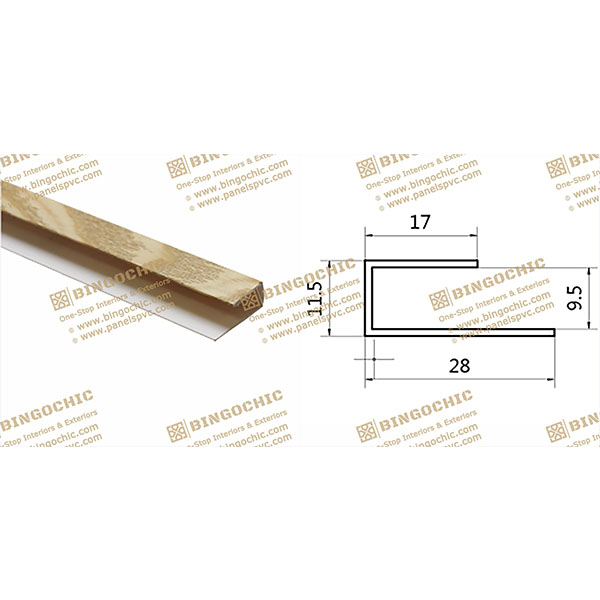 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
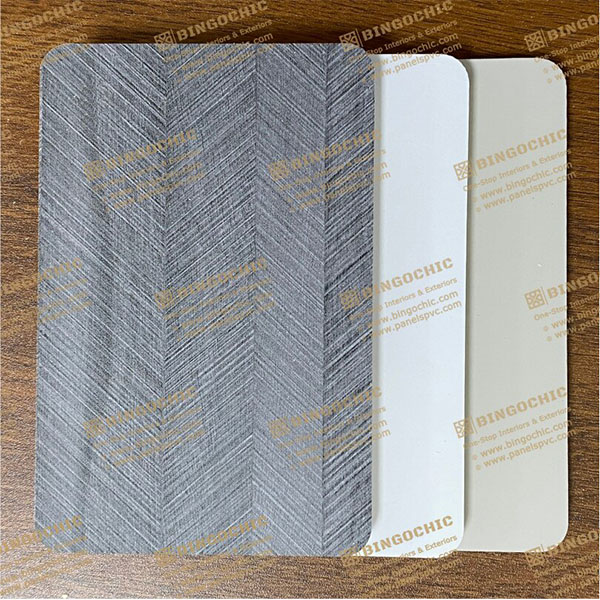
 Пенооблицованная сплошная плита – сплошная плита BPC
Пенооблицованная сплошная плита – сплошная плита BPC -
 PFB-3
PFB-3 -
 Алюминиевый сплав
Алюминиевый сплав
Связанный поиск
Связанный поиск- Отличный белый лист пвх
- Дешевая пластиковая плитка для пола цены
- Китайский завод спк-панелей
- Дешевые производители гибких пвх-уголков
- Дешевая декоративная линия из пвх
- Цена 3-миллиметрового ультрафиолетового листа
- Дешевые поставщики запираемых напольных пвх-плиток
- Лучшие покупатели клипс пвх из китая
- Китайские поставщики водонепроницаемых пвх-панелей
- Производитель пвх-уголков 50х50