








Завод по производству ламинированных плит пвх
Когда слышишь 'завод по производству ламинированных плит ПВХ', многие представляют конвейер с идеальными панелями. Но те, кто работал с пресс-формами, знают: главное — не ровный слой ламинации, а то, как ведёт себя пластизоль при 190°C. Вот об этом редко пишут.
Почему ламинация — это не просто плёнка
Начну с банального: многие до сих пор путают каландровый и экструзионный метод. Первый даёт более стабильную толщину, но если речь о декоративных панелях с текстурой 'под дерево' — без экструдера не обойтись. Кстати, у Бингу Чжигуан в 2001 году как раз стартовали с каландровых линий, но быстро перешли на гибридные решения. Не потому, что модно, а из-за жалоб на 'волны' на панелях толщиной 8 мм.
Ламинационная плёнка — отдельная история. Видел, как новички закупали немецкие материалы за бешеные деньги, а потом неделями не могли подобрать температурный режим. Оказалось, проблема была в скорости охлаждения после пресса. Наш технолог как-то сказал: 'Если после ламинации панель пахнет жжёным — ты уже проиграл'. Это пахнет не плёнка, а перегретый клеевой слой.
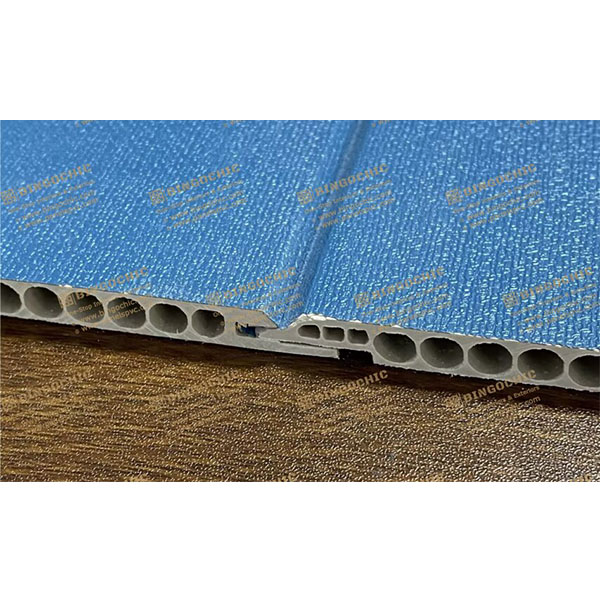
Кстати, о стабильности. Ламинированные панели ПВХ для ванных — отдельный вызов. Тестировали образцы с разной плотностью пены между слоями. Самый удачный вариант оказался не самым дорогим — взяли за основу материал от корейских поставщиков, но доработали рецептуру. Сейчас этот опыт использует ООО по декоративным материалу Хайнинга Бингу Чжигуан в своих коллекциях для влажных помещений.
Ошибки, которые дорого обходятся
Помню, в 2015 году мы попробовали удешевить производство, сократив время выдержки в камере стабилизации. Результат? Партия панелей для балконов пошла 'пропеллером' через месяц после установки. Пришлось не только компенсировать убытки, но и менять логистические схемы — срочно везти замену из резервного склада.
Ещё один нюанс — цветопередача. Ламинированные плиты ПВХ часто критикуют за 'химические' оттенки. Но мало кто знает, что проблема обычно не в пигментах, а в базовом слое белизны. Мы потратили полгода, чтобы подобрать оптимальный диоксид титана — в итоге остановились на норвежском сырье, хотя китайские аналоги были на 30% дешевле.
Сейчас на сайте panelspvc.ru можно увидеть палитры с пометкой 'стабильный цвет'. Это как раз о тех самых наработках. Кстати, их отделочные материалы действительно проходят двойной контроль — не только на заводе, но и в независимой лаборатории в Новосибирске. Редкость для российского рынка.
Экология как необходимость, а не маркетинг
Когда Бингу Чжигуан заявляет про экологичные материалы — это не про биоразлагаемый пластик (его для ламинированных панелей пока не существует). Речь о строгом контроле летучих соединений. Наш опыт показал: даже сертифицированные по ГОСТу панели могут 'фонить' если нарушен температурный режим экструзии.
Самый простой тест — положить образец в закрытый полиэтиленовый пакет на солнце на час. Если появился резкий запах — значит, с пластификаторами что-то не так. Такой тест мы сейчас проводим для всех новых поставщиков сырья.
Интересно, что европейские стандарты здесь строже российских. Но слепо копировать их бессмысленно — у нас другие условия эксплуатации. Например, немецкие панели рассчитаны на стабильную влажность 50-60%, а в российских квартирах зимой этот показатель падает до 25%. Отсюда и трещины по кромкам.
Оборудование: где можно сэкономить, а где нет
Видел заводы, которые покупали б/у немецкие линии за 2 млн евро, но не могли запустить их без постоянных вызовов сервисных инженеров. И наоборот — китайские аналоги за 400 тысяч евро работают годами после небольшой доработки. Секрет? Не в стране-производителе, а в системе охлаждения валов.
Самая частая поломка — на участке ламинации. Термопресс требует регулярной замены тефлоновых лент, но многие пытаются 'продлить им жизнь'. Результат всегда один — брак по всей ширине панели. Мы ввели жёсткий график замены — раз в 3 месяца независимо от состояния.
Кстати, о цифровизации. Модно говорить про 'умное производство', но на деле датчики контроля температуры часто врут. Приходится дублировать аналоговыми термометрами. Старое доброе правило: одна электронная система — два механических дублёра. Особенно это важно для участка сушки.
Что будет с рынком ламинированных ПВХ панелей
Сейчас многие переходят на панели с каменной крошкой — модно. Но по факту это те же ламинированные плиты ПВХ, только с минеральным наполнителем. Проблема в том, что такой состав убивает ресурс экструдеров вдвое быстрее. Не уверен, что игра стоит свеч.
Заметил интересный тренд: завод по производству ламинированных плит ПВХ теперь редко работает только на строительный рынок. Те же Бингу Чжигуан делают мебельные фасады, стеновые панели для офисов, даже элементы для торгового оборудования. Это логично — универсальность оборудования позволяет диверсифицировать производство.
Лично я считаю, что будущее — за гибридными материалами. Не чистый ПВХ, а композиты с добавлением полипропилена. Они менее 'капризные' при перепадах температур. Наши эксперименты показали плюс 15% к морозостойкости. Правда, пришлось полностью менять рецептуру ламинационного слоя — он должен иметь схожий коэффициент температурного расширения.
Вот и получается, что производство ламинированных панелей — это постоянный компромисс между стоимостью, качеством и технологическими возможностями. Те, кто говорит иначе, просто никогда не стоял у каландра в три часа ночи, пытаясь понять, почему матовая поверхность вдруг стала глянцевой.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
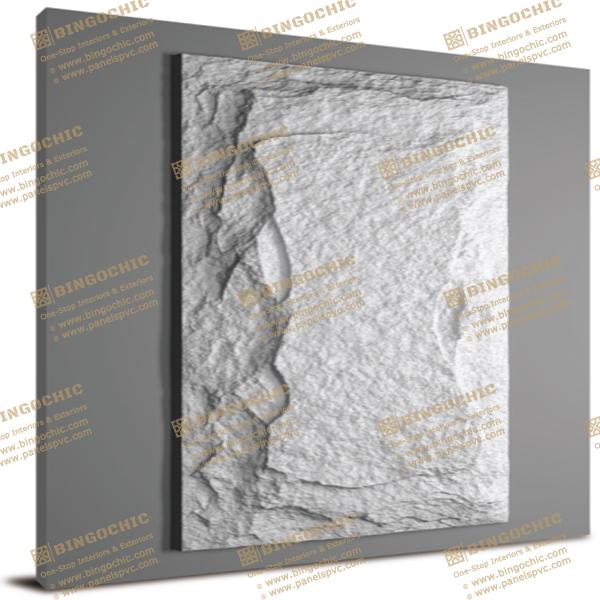
 Серия PU Камень-K
Серия PU Камень-K -
 Пенооблицованная сплошная плита – сплошная плита CPC
Пенооблицованная сплошная плита – сплошная плита CPC -
 Проект WPC
Проект WPC -
 Серия PU Камень-D
Серия PU Камень-D -
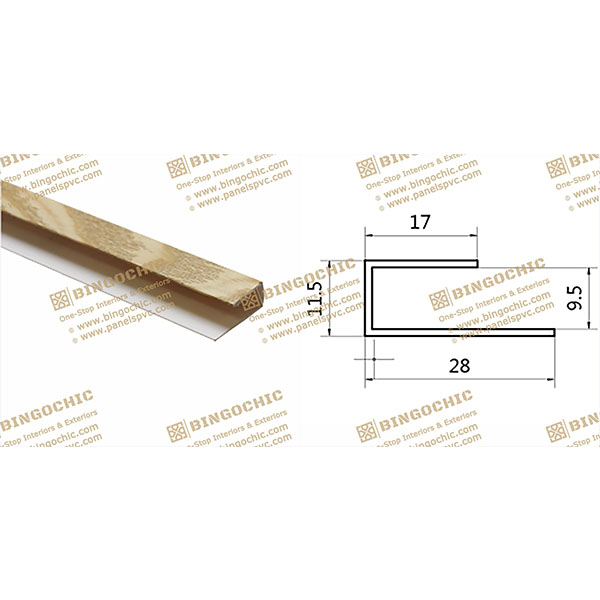 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Серия PU Камень-J
Серия PU Камень-J -
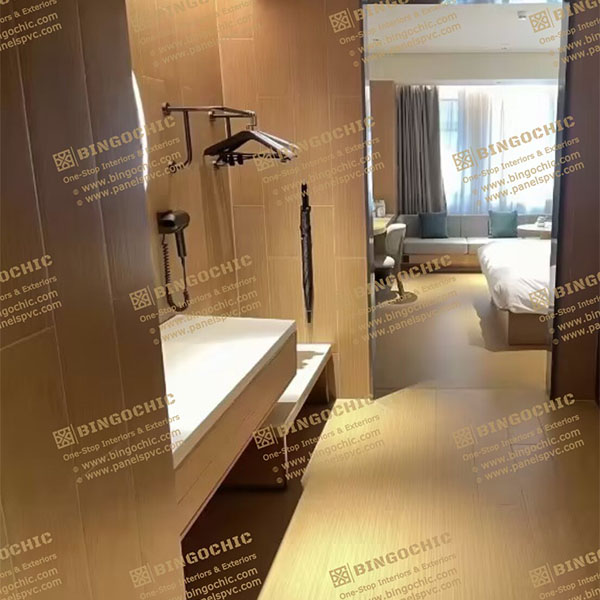
 Интегрированная стеновая панель – серия 300 мм
Интегрированная стеновая панель – серия 300 мм -
 Проект
Проект -
 Серия сплошных досок SPC
Серия сплошных досок SPC -
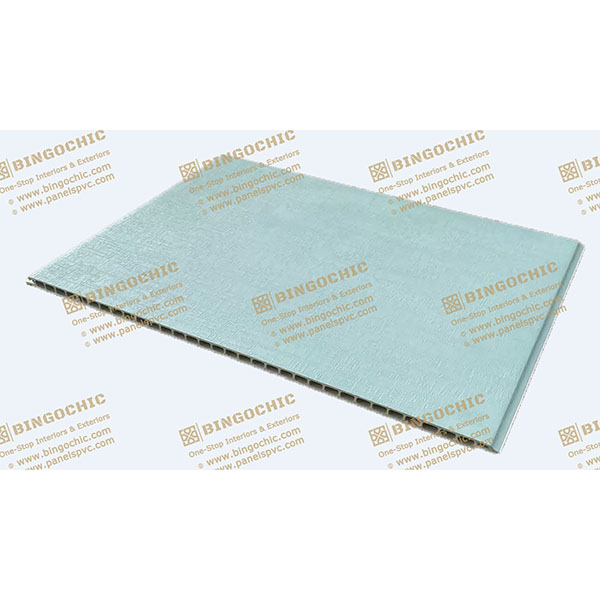 Интегрированная стеновая панель – Серия панелей из ДПК(1)
Интегрированная стеновая панель – Серия панелей из ДПК(1)
Связанный поиск
Связанный поиск- Цена закрывающейся напольной пвх-плитки в китае
- Производители гибких пвх-уголков в китае
- Китайские поставщики панелей пвх для внутренней отделки
- Поставщики стеновых панелей пвх 300 мм
- Поставщики стеновых панелей из бамбукового угля
- Оптовая продажа настенных панелей из бамбукового угля
- Лучшие покупатели пвх уголка 20х20 из китая
- Оптовая продажа ламинированной пвх-плиты
- Oem indoor flooring
- Облицовка камнем