








Завод по производству мраморных панелей из пвх
Когда слышишь 'мраморные ПВХ-панели', многие представляют себе хлипкие плиты с кривой печатью — но это как раз тот случай, когда технология ушла дальше стереотипов. В 2001 году, когда мы начинали с Бингу Чжигуан, даже поставщики путали состав сырья с акрилом. Сейчас же, глядя на линию экструзии, понимаешь: главное — не имитация мрамора, а стабильность геометрии и ударная вязкость.
Сырьё и его подводные камни
Начну с того, что 80% проблем с мраморными панелями из ПВХ — это несовместимость компонентов. Мы в Бингу Чжигуан изначально делали ставку на европейские стабилизаторы, но в 2008 году попали на партию с выгоранием пигмента — пришлось экстренно менять всю рецептуру. Сейчас используем смесь ПВХ-смолы Korean LG с модификаторами ударопрочности, но до сих пор каждую партию тестируем на продольную деформацию при +40°C.
Кстати, про экологичность — это не маркетинг. Когда в 2015 году к нам приезжала проверка по сертификации EcoMaterial, выяснилось, что некоторые 'безсвинцовые' стабилизаторы дают миграцию цинка. Пришлось перейти на кальций-цинковые системы, хотя они дороже на 12%. Зато сейчас наши панели разрешены для детских учреждений — и это стоило тех нервов.
А вот с мраморным эффектом до сих пор экспериментируем. Полимерные плёнки с фотопечатью — это просто и дёшево, но царапаются. Наш технолог предлагал глубинное окрашивание по методу veining, но столкнулись с проблемой — при экструзии прожилки 'плывут'. В итоге остановились на многослойной коэкструзии, где верхний слой — это композит с минеральной крошкой. Не идеально, но хотя бы не отслаивается.
Оборудование, которое плавит нервы
Наша первая экструзионная линия Bausano в 2003 году выдавала брак 23% — преимущественно из-за температурных скачков в зоне охлаждения. Итальянцы уверяли, что проблема в российском климате, но оказалось — неправильно рассчитана длина калибровочного стола. После модернизации водой с антиадгезивом брак упал до 4%, но до сих пор помню, как ночами стоял у транспортера с бракованными панелями.
Сейчас работаем на немецкой линии KraussMaffei, но и там есть нюансы. Например, формулы для тонкостенных панелей (4 мм) требуют точности ±0.1°C в зоне пластификации — малейший сдвиг, и получаем волны на поверхности. Как-то зимой из-за сквозняка от ворот потеряли целую смену — пришлось ставить тепловые завесы.
Самое сложное — это калибровка толщины. Автоматика с лазерными датчиками часто 'обманывается' на глянцевых поверхностях, поэтому до сих пор держим в цехе ручной толщиномер Mitutoyo. Старое доброе механическое измерение выручает, когда нужно проверить партию для объектов с жёсткими допусками — например, для медицинских центров.
Логистика как источник потерь
В 2010 году отгрузили крупный заказ в Казань — 600 м2 панелей. Клиент пожаловался на трещины по кромкам. Приехали — оказалось, перевозчик грузил паллеты под углом 30°, и нижние ряды деформировались. С техпакетами тоже не всё просто: если плёнка слишком плотная, летом создаётся парниковый эффект — конденсат вызывает побеление кромок. Теперь используем перфорированную стрейч-плёнку с силикагелевыми пакетами внутри.
Хранение на складе — отдельная головная боль. Стандартные стеллажи подходят только для панелей до 3 м, а наши шестиметровые 'полуфабрикаты' приходится держать на специальных консолях. Как-то попробовали сэкономить на консолях — через месяц получили искривление по продольной оси у 15% запаса. Пришлось списывать — урок обошелся в 400 тысяч рублей.
Транспортировка внутри цеха — кажется мелочью, но именно здесь мы потеряли больше всего времени. Конвейерные ролики с резиновым покрытием оставляли микроцарапины на глянце. Перешли на ролики с полиуретановым напылением — дороже, но брак по царапинам снизился с 8% до 0.3%.
Монтажники — наши строжайшие контролёры
Лучшая обратная связь — от монтажников с объектов. Как-то позвонил прораб с жалобой: при резке панелей циркулярной пилой плавится кромка. Оказалось, мы увеличили содержание диоксида титана для белизны, но не учли теплопроводность состава. Пришлось разрабатывать памятку по резке — теперь рекомендуем пилы с тефлоновым покрытием и обороты не выше 3500 об/мин.
Ещё случай: на отделке бассейна в Сочи панели начали 'пузыриться' через месяц. Стали разбираться — виной оказался не стык, а конденсат за панелью. Пришлось дорабатывать систему вентилируемого зазора. Теперь для влажных помещений выпускаем перфорированные панели с микроканалами — дороже производство, но хоть спим спокойно.
Самое ценное замечание получили от отделочников из Новосибирска: замковое соединение 'шип-паз' при перепадах температур давало люфт. Пересчитали профиль замка, добавили демпферную канавку — теперь даже при -30°C стык остаётся герметичным. Кстати, этот опыт позже лег в основу нашего патента на соединение с термокомпенсацией.
Экология как бизнес-стратегия
Когда мы в Бингу Чжигуан заявляем про экологичные материалы — это не просто слова. В 2020 году полностью перешли на рециклинг обрезков: дробим, добавляем до 15% в основной состав — и себестоимость снизилась, и отходов почти нет. Правда, сначала боялись, что прочность упадёт, но тесты показали: при соблюдении температурного режима регранулят работает не хуже первички.
Сертификация EcoMaterial — это не просто 'бумажка'. Помню, как два месяца переделывали систему вентиляции в цехе, чтобы снизить выбросы летучих. Зато теперь наши ПВХ-панели соответствуют не только российским, но и немецким нормам AgBB — и это открыло нам дорогу в премиальный сегмент.
Сейчас экспериментируем с биодобавками на основе льняного масла — пока только лабораторные испытания, но если получится, сможем на 40% сократить использование пластификаторов. Коллеги из Европы скептически улыбаются, но ведь и про безсвинцовые стабилизаторы когда-то тоже смеялись.
Что в сухом остатке?
За 20 лет работы понял: производство мраморных панелей из ПВХ — это не про имитацию камня, а про управление процессами. Можно сделать идеальный дизайн, но если не отслеживать влажность сырья или не calibrровать охлаждение — получится брак. Наш сайт panelspvc.ru — это по сути архив накопленных ошибок и решений.
Сейчас смотрю на новую партию для отделки бизнес-центра в Москве — панели с эффектом каррарского мрамора, ровные, без волн. Но до сих пор не могу избавиться от привычки щупать кромки и прислушиваться к звуку экструдера — иногда старый опыт важнее всех датчиков.
Коллеги спрашивают: зачем мы столько лет возимся с одной продукцией? Да потому что ПВХ-панели — как живой организм: сегодня проблема с пигментом, завтра — с логистикой, послезавтра — с новыми нормативами. И именно в этом вечном поиске рождается тот самый продукт, который не стыдно назвать экологичным и качественным. Как говорится в нашей миссии — чтобы каждый объект становился безопасным пространством, а не источником проблем.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
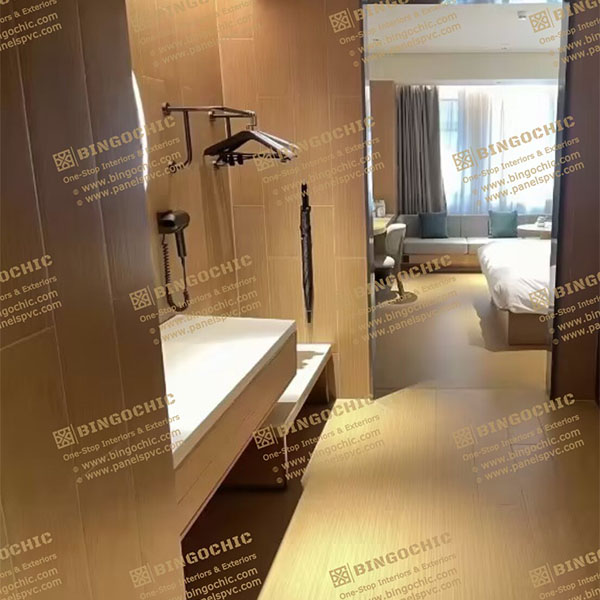 Проект
Проект -
 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
 PFB-1
PFB-1 -
 Интегрированная стеновая панель – серия 400 мм
Интегрированная стеновая панель – серия 400 мм -
 Серия PU Камень-E
Серия PU Камень-E -
 Серия сплошных досок SPC
Серия сплошных досок SPC -
 Напольное покрытие – серия SPC
Напольное покрытие – серия SPC -
 Панель ПВХ – серия 250 мм
Панель ПВХ – серия 250 мм -
 Серия PU Камень-K
Серия PU Камень-K -
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
 Серия PU Камень-G
Серия PU Камень-G
Связанный поиск
Связанный поиск- Ведущий покупатель кварц-виниловых полов
- Лучшие покупатели запираемой напольной плитки пвх из китая
- Лидинг 300 мм стеновые панели пвх
- Китайская фабрика пвх-панелей для внутренней отделки стен
- Дешевая 3d пвх панель для стен
- Дешевые поставщики пвх-уголков 20х20
- Пвх панели для китая
- Поставщики пвх-уголков 10х10
- Заводы по производству пвх-панелей для внутренней отделки
- Панель для ламинирования пвх