








Завод по производству напольной плитки из пвх с замком
Когда слышишь 'завод по производству напольной плитки из ПВХ с замком', многие представляют простое штампование одинаковых плашек. На деле же — это многоуровневый процесс, где каждый этап влияет на итоговую геометрию замка. У нас в Бингу Чжигуан с 2001 года через это прошли — от первых образцов с расхождением стыков до стабильного производства.
Технологические нюансы замковой системы
Самый частый промах — экономия на калибровке пресс-форм. Помню, в 2015 пробовали универсальный замок 'под все' типа 5G. Результат? На партии в 2000 м2 разбежка до 0.3 мм, хотя декларировали ±0.1 мм. Пришлось переделывать оснастку с учетом усадки именно нашего сырья — ПВХ-компаунд с минеральными наполнителями ведет себя иначе, чем чисто полимерные составы.
Сейчас используем систему двойной фиксации: классический click-замк плюс продольный упор. Важно не просто соединить, а добиться плотного прилегания без зазоров даже при перепадах влажности. На тестах специально держим плитку в камере с 30-80% влажности циклами — смотрим поведение замков.
Кстати, о сырье. Перешли на австрийские стабилизаторы после случая с браком у конкурентов — их замки 'поплыли' через полгода эксплуатации в спортзале. Наш технолог тогда настоял на дополнительных испытаниях при +40°C под нагрузкой.
Оборудование и его влияние на качество
Пресс BATTENFELD с водяным охлаждением форм — лучшее, что внедрили за последние годы. Раньше на гидравлическом прессе температурный разброс по площади плитки достигал 15 градусов, отсюда и микротрещины в зоне замка.
Регулярная проблема — износ режущих кромок на фрезерном станке. Раз в две недели меняем оснастку, даже если визуально всё нормально. Как-то пропустили срок — получили ступеньку в соединении толщиной с волос, но для пола это критично.
Система лазерного контроля геометрии после фрезеровки — спорное вложение. Дорого, но брак по замкам упал на 7%. Хотя до идеала далеко: иногда лазер 'не видит' мелкие заусенцы, которые потом мешают стыковке.
Логистика и хранение полуфабрикатов
Замковая плитка чувствительна к складированию до полной стабилизации ПВХ. Раньше отправляли на склад сразу после пресса — потом получали 'вертолеты' с разницей по плоскостности до 1.2 мм. Теперь выдерживаем 36 часов в термокамере при 23±2°C.
Палеты должны быть строго горизонтальные — проверяем строительным уровнем каждую. Смешной момент, но из-за кривого стеллажа однажды испортили 400 м2 готовой продукции.
Взаимодействие с поставщиками сырья
Работаем с немецким производителем ПВХ-гранул, но постоянно тестируем альтернативы. Корейские аналоги дешевле на 15%, но дают большую усадку — для замков не подходят. Российские добавки пробовали только для технических помещений — там требования к геометрии ниже.
Важный момент: каждый новый тип наполнителя тестируем минимум на трех партиях. Как-то сменили поставщика мела — и все замки начали заедать при сборке. Оказалось, фракция помола на 2 микрона крупнее, что изменило трение в соединении.
Контроль качества на производстве
Внедрили выборочный контроль каждые 30 минут вместо ежечасного. Статистика показала, что основные дефекты замков проявляются в первые 20 минут после переналадки линии.
Проверяем не только геометрию, но и усилие защелкивания. Норматив — 25-35 Н·м. Если меньше — пол 'играет', если больше — монтажники жалуются на сложную укладку.
Интересный случай: при проверке лотковой выборки обнаружили, что замки на разных палетах отличаются по цвету. Расследование показало — ночная смена не дожидалась выхода на режим экструдера. Теперь первые 5 метров каждой смены отправляем в брак.
Экологичность и стандарты
Наша компания Бингу Чжигуан изначально ориентирована на экологичные материалы. Для напольной ПВХ плитки это означает не только отсутствие фталатов, но и полную перерабатываемость обрезков. Замковая система усложняет утилизацию — приходится дробить соединения отдельно.
Сертификация по ISO 14001 вынудила пересмотреть систему охлаждения пресс-форм. Перешли на замкнутый цикл — экономия воды 120 м3/месяц, плюс стабильность температуры формования.
Практические наблюдения с объектов
Самая частая жалоба от монтажников — 'не стыкуется первый ряд'. Разобрались — проблема в неровности основания. Теперь в инструкции добавили требование: перепад не более 2 мм на 2 метра, иначе замок не защелкнется.
На объекте торгового центра через полгода эксплуатации заметили вспучивание стыков. Оказалось, подложка из вспененного полиэтилена выделяла остаточный газ — теперь рекомендуем только перфорированные варианты.
Кстати, на сайте panelspvc.ru мы выложили видео с правильной укладкой — там видно, как должен щелкать замок без применения молотка. Многие пытаются добивать — так повреждается геометрия.
Перспективы развития технологии
Экспериментируем с асимметричными замками — они проще в монтаже, но сложнее в производстве. Пока добились стабильности только на толщинах от 4.5 мм.
Интересное направление — комбинированные системы с алюминиевым профилем. Дорого, но для коммерческих помещений с нагрузкой до 800 кг/м2 — перспективно. Тестовые образцы уже проходят обкатку в фитнес-центре.
Основная задача — уменьшить зависимость от температурных колебаний при сохранении точности замка. Сейчас погрешность в цеху ±2°C дает отклонение ±0.05 мм — для премиум-сегмента многовато.
В целом, производство замковой ПВХ плитки — это постоянный компромисс между технологичностью, стоимостью и эксплуатационными качествами. Наш опыт Бингу Чжигуан показывает: без глубокого понимания материаловедения и готовности к постоянным корректировкам процесса стабильного качества не добиться.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 Серия PU Камень-H
Серия PU Камень-H -
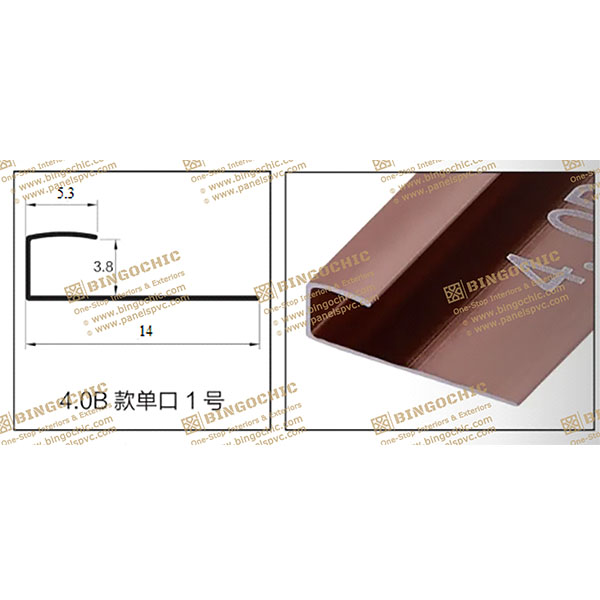 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
 Серия PU Камень-C
Серия PU Камень-C -
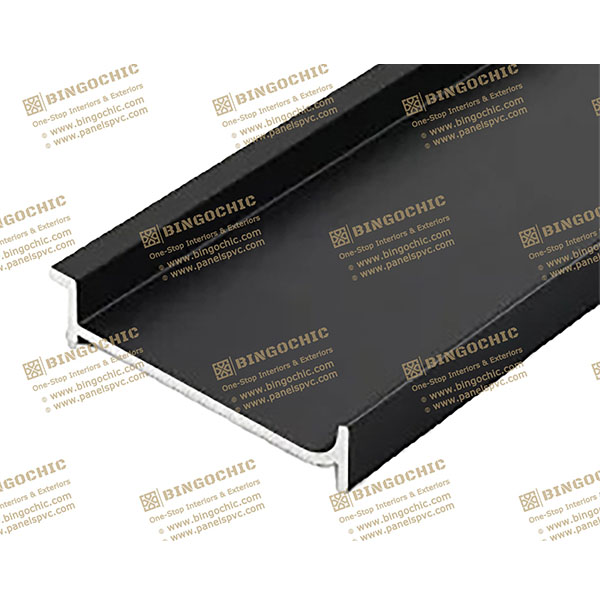 Алюминиевый сплав
Алюминиевый сплав -
 Пенооблицованная сплошная плита – сплошная плита WPC-сплошная плита IW
Пенооблицованная сплошная плита – сплошная плита WPC-сплошная плита IW -
 Алюминиевый сплав – 8 мм
Алюминиевый сплав – 8 мм -
 Серия PU Камень-G
Серия PU Камень-G -
 Проект
Проект -
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
 Серия сплошных досок SPC
Серия сплошных досок SPC -
 Проект WPC
Проект WPC
Связанный поиск
Связанный поиск- Oem каменная стеновая панель
- Потолочная панель из пвх 250 мм
- Поставщики пвх панелей
- Поставщики пвх-панелей для интерьера
- Поставщики бамбуковых плит
- Дешевые поставщики пвх панелей для ванных комнат фото
- Дешевая цена пвх панелей для ванной комнаты
- Дешевые кухни из искусственного камня цены
- Дешевые пвх уголки для откосов цена
- Дешевые поставщики пвх ламината для пола