








Завод по производству пвх-уголков для откосов
Когда слышишь ?завод по производству пвх-уголков для откосов?, многие представляют конвейер с идеальными деталями. Но на деле — это история про поливинилхлорид, который капризничает при +180°C, и про углы, которые ведёт уже на выходе из экструдера.
Сырьё и его подводные камни
Мы в Бингу Чжигуан с 2001 года работаем с ПВХ-компаундами, и до сих пор помню, как в 2005-м завезли партию с неправильным пластификатором. Уголки для откосов после монтажа желтели на солнечной стороне — пришлось менять всю логистику поставщиков.
Сейчас используем только европейские марки, например, Benvic EC 100 — дорого, но стабильно. Хотя и тут есть нюанс: если температура цилиндра экструдера ?плывёт? хотя бы на 5°C, на поверхности появляются полосы. Причём заметить это можно только при определённом угле освещения.
Кстати, про экологичность. В нашей компании это не маркетинг — мы действительно отказываемся от свинцовых стабилизаторов, даже если это удорожает продукт на 12-15%. Но для пвх-уголков для откосов это критично: они же часто соседствуют с оконными рамами, где возможен контакт с конденсатом.
Экструзия: где рождается геометрия
Основная головная боль — калибровочные столы. Если вакуум подаётся неравномерно, уголок для откоса получается с разной толщиной стенки. Проверяем щупом 0.1 мм — разница больше 0.3 мм уже брак.
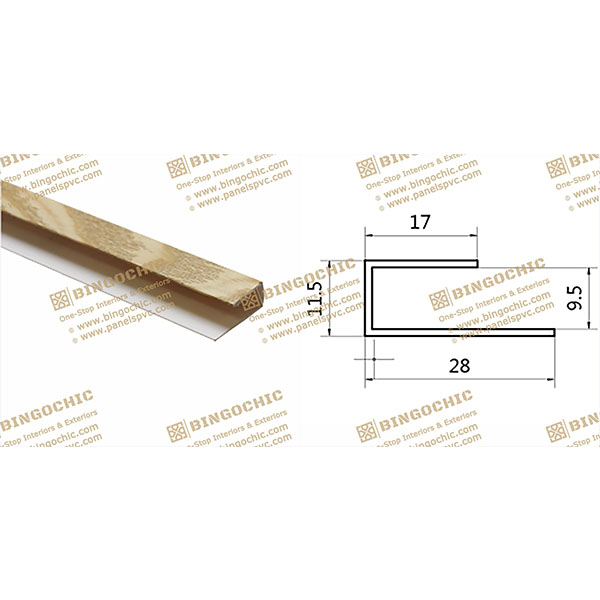
Однажды поставили новые фильеры для угла 90 градусов, а на выходе получили 87. Казалось бы, мелочь? Но при стыковке в углах оконных проёмов оставались щели по 1.5 мм. Пришлось переделывать всю партию — 4000 погонных метров.
Сейчас для особо точных заказов используем систему лазерного контроля прямо на линии. Дорого, но дешевле, чем компенсировать монтажникам перерасход герметика.
Ошибки при складировании
Никто не верит, но 30% брака возникает не в производстве, а на складе. ПВХ-уголки для откосов должны лежать на ровных стеллажах, иначе через сутки их ?запоминает? кривизну.
Особенно критично для длинномеров 3.2 метра — если опоры чаще чем через 1.5 метра, прощай, геометрия. Проверяем простым способом: кладём на идеально ровную плиту и смотрим на просвет.
Кстати, про упаковку. Раньше использовали стретч-плёнку, но она создаёт напряжение — перешли на крафт-бумагу с перфорацией. Решение кажется старомодным, но именно оно снизило процент деформации при транспортировке с 7% до 0.8%.
Монтажные особенности
Часто слышу, что монтажники жалуются на ?жесткие? уголки. А дело обычно в том, что наш завод по производству пвх-уголков использует состав с повышенной ударной вязкостью — до 45 кДж/м2. Это специально для российского климата, где откосы испытывают температурные расширения.
Но есть обратная сторона: такие уголки сложнее резать. Обычный монтажный нож не всегда берёт — рекомендуем использовать ножовку с мелким зубом. Да, это неудобно, но гарантирует ровный срез без заусенцев.
Кстати, про цвет. Стандартный белый RAL 9016 — это отдельная история. Если добавить слишком много диоксида титана для белизны, уголок становится хрупким на изгиб. Приходится искать баланс между эстетикой и прочностью.
Экономика производства
Многие недооценивают, насколько дорогостоящими могут быть отходы производства пвх-уголков. Мы в Бингу Чжигуан научились перерабатывать до 92% брака — дробим и добавляем до 15% в первичный состав. Но больше нельзя — теряется цвет и прочность.
Самое затратное — это переналадка линии. При смене профиля с 15x15 на 20x20 теряем около 40 минут рабочего времени и до 200 кг материала. Поэтому стараемся группировать заказы по схожей геометрии.
Сейчас рассматриваем переход на прецизионные валы для калибровки — оборудование дорогое, но по нашим расчётам окупится за 14 месяцев за счёт снижения брака с 3.2% до 1.7%.
Что в итоге
Производство пвх-уголков — это не про тонны пластика, а про десятые доли миллиметра. Наш опыт показывает: даже идеальное сырьё не спасёт, если не отладить температурные режимы и не тренировать операторов распознавать малейшие дефекты.
Именно поэтому мы в Бингу Чжигуан держим в цехах эталонные образцы 2003 года — чтобы помнить, как должны выглядеть уголки, простоявшие 20 лет без пожелтения и деформации.
Хотя нет, главное всё же другое: понимать, что даже самый технологичный пвх-уголок для откосов — это всего лишь элемент системы. Без грамотного монтажа и правильной подготовки основания все наши усилия теряют смысл.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- Пвх панели для стен в ванной комнате китай
- Ведущий покупатель панелей из вспененного пвх
- Oem10 мм лист пвх
- Лидирующий белый лист пвх
- Лист пвх для внутренней отделки цена в китае
- Ведущий покупатель дешевых 5 мм пвх-листов
- Купить черный пвх уголок
- Завод печатных плит
- Дешевая напольная плитка пвх с замком цены
- Дешевые водонепроницаемые напольные покрытия цены