








Завод по производству пвх-уголков 50х50
Когда слышишь 'завод по производству пвх-уголков 50х50', многие представляют просто экструдер с парой вальцов. На деле же стабильный выпуск качественного профиля требует понимания десятков нюансов - от влажности сырья до температурных зон калибровки. В 2018 мы для Бингу Чжигуан запускали линию, где три месяца не могли выйти на стабильный размер по диагонали.
Технологические подводные камни
Основная ошибка новичков - недооценка подготовки композиции. Даже при использовании качественного ПВХ-гранулята от того же Бингу Чжигуан необходимо контролировать температуру предварительного подогрева. Помню, в ноябре 2022 из-за резкого похолодания в цехе начались проблемы с адгезией декоративного слоя - пришлось перенастраивать температурные режимы всех трех зон экструдера.
Калибровочные столы часто становятся узким местом. Для пвх-уголков 50х50 критично поддерживать точный угол 90° в охлаждающих секциях. Мы используем вакуумные калибраторы с водяным охлаждением, но даже при этом возможна деформация внутреннего ребра жесткости - особенно при скорости экструзии выше 2.5 м/мин.
Рецептура добавок - отдельная головная боль. Стабилизаторы и модификаторы от разных поставщиков ведут себя непредсказуемо. После перехода на экологичные составы по стандартам Бингу Чжигуан пришлось полностью менять температурный профиль - экологично не всегда значит технологично.
Оборудование и его капризы
Экструдеры с диаметром шнека 80-100 мм оптимальны для такого профиля, но требуют тонкой настройки. Наш опыт показывает: китайские аналоги хоть и дешевле немецких, но дают погрешность по толщине стенки до 0.3 мм против заявленных 0.1 мм. Для пвх-уголков это критично - при монтаже появляются зазоры.
Система охлаждения - отдельная тема. Водяные ванны хороши для простых профилей, но для углового элемента с ребром жесткости нужны комбинированные системы. Мы в Бингу Чжигуан после серии тестов остановились на трехсекционном охлаждении: водяная ванна + воздушное обдувание + вакуумный калибратор.
Главный бич - износ дорнов и мундштуков. При работе с жесткими композициями ПВХ ресурс оснастки редко превышает 600-700 часов. Замена стоит дорого, поэтому мы разработали систему ротации - три комплекта оснастки в работе одновременно с еженедельной профилактикой.
Контроль качества: что часто упускают
Геометрию уголков 50х50 проверяют все, а вот внутренние напряжения - единицы. Мы раз в смену берем образцы на термостойкость по ГОСТу - выдерживаем при 80°C в течение часа. Если появляется 'пропеллер' - значит, нарушен режим охлаждения.
Цветопередача - больное место при использовании переработанного ПВХ. Даже сертифицированное сырье от Бингу Чжигуан может давать расхождения в партиях. Пришлось ввести систему колориметрии - каждый рулон проверяем на ΔE не более 1.5.
Механические испытания проводим выборочно, но ежедневно. Особенно важна прочность на излом внутреннего угла - там часто образуются микротрещины. Наш технолог вообще предлагал увеличить радиус скругления, но это противоречило стандартам.
Экологические аспекты производства
Переход на экологичные рецептуры по инициативе Бингу Чжигуан в 2020 году сначала вызвал технологический шок. Свинцовые стабилизаторы заменили на кальций-цинковые - пришлось полностью менять температурные профили. Первые три месяца брак достигал 22%.
Система рециклинга обрезков - обязательный элемент современного производства. Мы дробим до 35% брака, но добавляем не более 15% в основную смесь - иначе страдает стабильность геометрии. Особенно критично для пвх-уголков белого цвета - появляется желтизна.
Водоподготовка в охлаждающих системах - часто упускаемый момент. Без умягчения воды на стенках калибраторов образуется накипь, что ведет к дефектам поверхности. Установили фильтры обратного осмоса - снизили расход воды на 40%.
Логистика и хранение готовой продукции
Упаковка уголков - отдельная наука. Полиэтиленовая стрейч-пленка должна быть определенной толщины - слишком тонкая рвется при транспортировке, слишком толстая мешает визуальному контролю. После жалоб от клиентов Бингу Чжигуан перешли на пленку с УФ-фильтром - предотвращает пожелтение при хранении на складах.
Складирование в паллетах требует строгого соблюдения высоты - не более 1.8 метра. Иначе нижние ряды деформируются. Мы маркируем каждую паллету с указанием даты производства и номера смены - помогает при рекламациях.
Транспортировка летом и зимой требует разных подходов. Летом обязательно используем термоусадочную пленку с вентиляционными отверстиями - предотвращает 'запаривание'. Зимой добавляем прогревочные циклы перед разгрузкой - иначе пвх-уголки 50х50 становятся хрупкими.
Перспективы развития технологии
Сейчас экспериментируем с коэкструзией - двухслойные уголки с защитным внешним покрытием. Пока стабильность оставляет желать лучшего - расслаивание происходит в 15% случаев. Но заказчики Бингу Чжигуан активно интересуются таким решением для помещений с агрессивной средой.
Автоматизация контроля геометрии в реальном времени - следующий шаг. Тестируем лазерные сканеры, но пока погрешность измерений превышает допустимую. Видимо, придется комбинировать оптические и контактные методы.
Переход на 'зеленые' технологии неизбежен. Уже тестируем биодобавки в составе ПВХ - пока прочностные характеристики ниже нормы, но направление перспективное. Как говорит техдир Бингу Чжигуан: 'За экологией будущее, хоть и дорогое'.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Серия PU Камень-E
Серия PU Камень-E -
 Серия PU Камень-L
Серия PU Камень-L -
 Интегрированная стеновая панель – серия 300 мм
Интегрированная стеновая панель – серия 300 мм -
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 Серия PU Камень-C
Серия PU Камень-C -
 Интегрированная стеновая панель – серия 600 мм
Интегрированная стеновая панель – серия 600 мм -
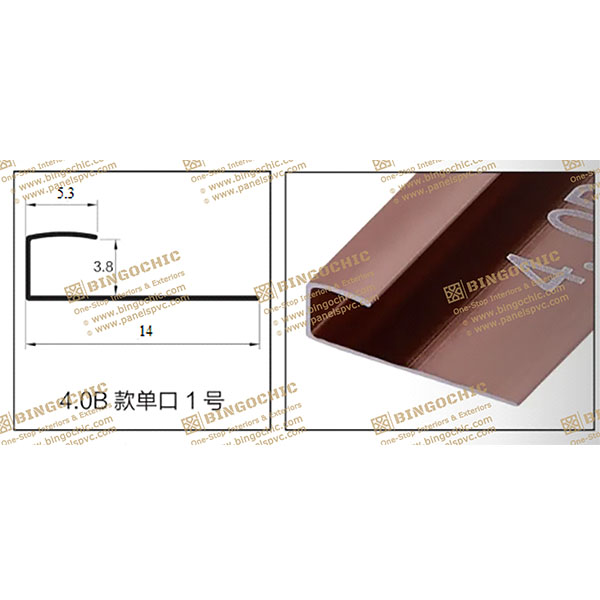
 Доступные слоты
Доступные слоты -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Алюминиевый сплав
Алюминиевый сплав -
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Серия PU Камень-G
Серия PU Камень-G
Связанный поиск
Связанный поиск- Дешевые потолочные панели пвх фабрика
- Завод по производству листов пвх
- Производители декоративных линий из пвх в китае
- Китайский завод декоративной линии пвх
- Ведущий покупатель мраморных плит пвх
- Лист пвх 10 мм
- Китайские поставщики пвх уголков спб
- Ведущий покупатель водонепроницаемых напольных покрытий
- Поставщики 2.5-миллиметровых ультрафиолетовых плит
- Завод по производству пенопластовых плит