








Завод по производству полиуретанового камня
Когда слышишь 'полиуретановый камень', многие представляют себе что-то вроде жидкого гранита — но на деле это термореактивный полимер с наполнителем, который приходится буквально вымучивать из оборудования. Мы в ООО по декоративным материалу Хайнинга Бингу Чжигуан с 2001 года через это прошли: сначала думали, что достаточно купить немецкую литьевую машину, а оказалось, что 70% проблем — в подготовке формы и температуре сушки.
Что на самом деле скрывается за технологией
Если брать наш опыт — полиуретановый камень это не просто смесь смолы и наполнителя. Пропорция мраморной крошки к полиолу должна быть не просто 'по таблице', а с поправкой на влажность цеха. Помню, в 2008 году мы три месяца не могли добиться стабильного отслоения от матрицы — пока не заметили, что летом при +30°C нужно увеличивать долю разделительного состава на силиконовой основе.
Экологичность тут — не маркетинг, а необходимость. Когда мы начинали, пытались экономить на катализаторах — получали изделия с резким запахом, которые клиенты возвращали. Сейчас используем только аминные катализаторы с пониженной летучестью, хотя они дороже на 15%. Зато можем предоставить протоколы испытаний для детских учреждений.
Интересно, что многие конкуренты до сих пор не учитывают температурный гистерезис при полимеризации. Мы на своем сайте https://www.panelspvc.ru честно пишем про допустимый диапазон -40°C до +80°C — но это для готового изделия. А в процессе температура должна держаться в пределах 22-25°C, иначе гелькоут покрывается микротрещинами.
Оборудование, которое действительно работает
Вакуумные смесители — это отдельная история. Китайские аналоги за 300 тысяч рублей против итальянских за 1,2 млн — разница не только в цене. После двух лет эксплуатации в китайских начинают подтекать уплотнители, а ремонт обходится в 40% от первоначальной стоимости. Мы через это прошли, теперь берем только BiesSE или RIM.
Ленточные пилы для резки заготовок — казалось бы, мелочь. Но если скорость подачи не синхронизирована с твердостью материала, получается волна на кромке. Пришлось разрабатывать собственную таблицу настроек для разных марок полиуретана. Кстати, это одна из причин, почему мы не беремся за индивидуальные заказы менее 50 погонных метров — переналадка занимает полдня.
Сушильные камеры — вот где кроется 80% брака. Мы в Бингу Чжигуан используем каскадную сушку: первый час при 35°C, потом плавный подъем до 60°C. Если сразу дать высокую температуру — поверхность 'закипает'. Проверили на 400 метрах готовой продукции, прежде чем внедрили в производство.
Типичные ошибки при организации производства
Самая большая ошибка — экономия на системе вентиляции. Полиуретановые пары оседают на всем оборудовании липким налетом, который потом практически не отмывается. Мы в 2005 году поставили вытяжки только над основными станками — через полгода пришлось полностью менять электропроводку в цеху.
Размещение склада готовой продукции — многие ставят его рядом с производственным цехом. Но если температура в цеху +25°C, а на складе +18°C — изделия деформируются. Мы теперь выдерживаем продукцию 24 часа в буферной зоне с плавным изменением температуры.
Подбор персонала — оказалось, что технологи должны разбираться не только в химии, но и в реологии. Наш лучший специалист пришел из нефтеперерабатывающей промышленности — он первым заметил зависимость вязкости смеси от скорости перемешивания.
Реальные кейсы из практики Бингу Чжигуан
В 2015 году мы получили заказ на 1200 м2 полиуретанового камня для отделки фасада торгового центра. Казалось бы, стандартная работа — но оказалось, что архитектор предусмотрел угловые элементы с переменным сечением. Пришлось полностью переделывать оснастку, увеличив количество разъемов в форме с 2 до 5.
Еще запомнился случай с гостиницей в Сочи — заказчик требовал идеальную цветопередачу 'под травертин'. Мы сделали 12 пробных выливок, прежде чем подобрали соотношение пигментов. Интересно, что пришлось добавлять оксид железа не в основную смесь, а в гелькоут — иначе цвет получался мутным.
Самый сложный проект — реставрация исторического здания, где требовалось повторить лепнину из полиуретанового камня. Сняли силиконовую форму со сохранившегося элемента, но при отливке столкнулись с проблемой — оригинал был из известняка с пористой структурой. Пришлось разрабатывать специальный поризатор для имитации естественной текстуры.
Экологичность как производственная необходимость
Когда мы говорим об экологичных отделочных материалах — это не просто слова. Все отходы производства полиуретанового камня мы перерабатываем в крошку для изготовления технической плитки. В год получается утилизировать около 3 тонн, что снижает себестоимость на 2%.
Система водяного охлаждения пресс-форм — еще один экологический момент. Раньше использовали воздушное охлаждение, но энергопотребление было выше на 30%. Перешли на замкнутый цикл с теплообменником — и снизили нагрузку на сеть, и стабилизировали температурный режим.
С 2018 года полностью отказались от свинцовых стабилизаторов в составе — перешли на кальций-цинковые. Прочность немного снизилась, но мы компенсировали это увеличением плотности ячеек в структуре материала. Для потребителя разницы нет, а для экологии — существенно.
Перспективы и тупиковые направления
Сейчас многие пытаются делать 'гибридный' полиуретановый камень с добавлением стекловолокна — на наш взгляд, это тупик. Прочность увеличивается незначительно, а стоимость производства растет на 25%. Мы провели испытания — после 200 циклов заморозки такие образцы начинают расслаиваться.
А вот нано-модифицированные полиуретаны — перспективное направление. Добавка 1,5% диоксида титана увеличивает устойчивость к УФ-излучению в 2 раза. Мы уже тестируем эту технологию для фасадных элементов.
Автоматизация — следующий этап. Но не та, что предлагают вендоры 'под ключ'. Мы постепенно внедряем систему контроля вязкости в реальном времени — пока в экспериментальном режиме, но уже видим сокращение брака на 8%. Главное — не гнаться за модными терминами, а подбирать решения под конкретный производственный цикл.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Интегрированная стеновая панель – серия 600 мм
Интегрированная стеновая панель – серия 600 мм -
 Декоративные линии – серия SPC
Декоративные линии – серия SPC -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
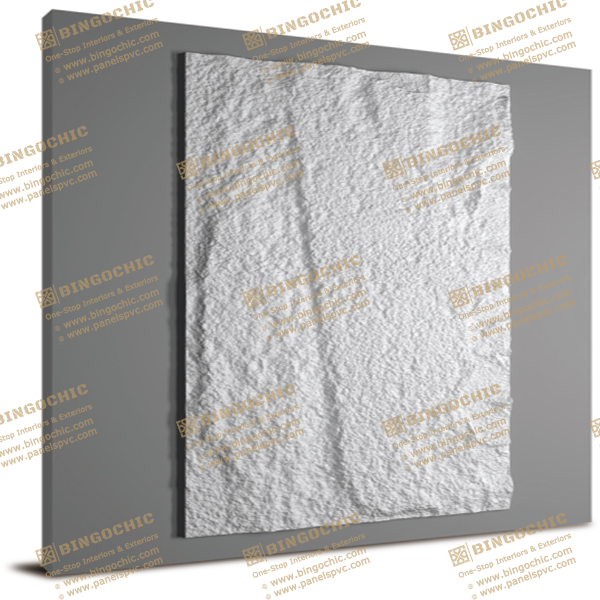 Серия PU Камень-G
Серия PU Камень-G -
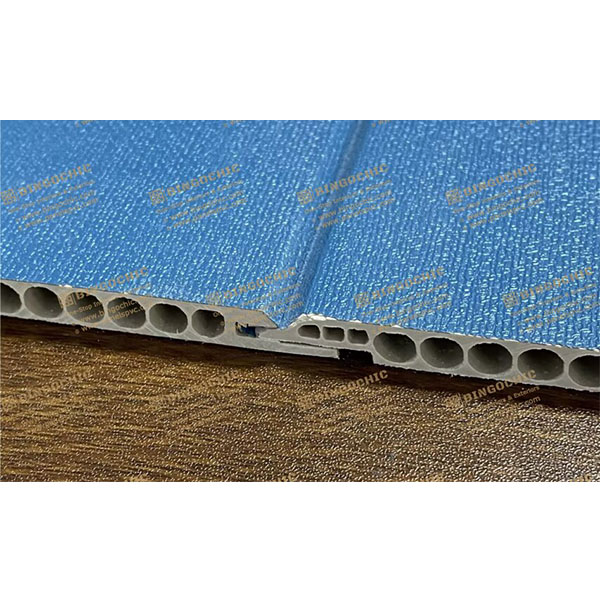 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
 PFB-2
PFB-2 -
 Серия PU Камень-A
Серия PU Камень-A -
 Интегрированная стеновая панель – серия 300 мм
Интегрированная стеновая панель – серия 300 мм -
 Серия PU Камень-H
Серия PU Камень-H -
 Серия PU Камень-L
Серия PU Камень-L -
 Серия PU Камень-B
Серия PU Камень-B
Связанный поиск
Связанный поиск- Оптовая обшивка интерьеров листом пвх
- Каменная облицовка из полиуретана
- Дешевые цены на ультрафиолетовый мрамор
- Оптовые пвх-панели для ванной
- Производители ламинированных панелей
- Поставщики пластиковых 3d-мраморных плит
- Внутренняя обшивка стен листами пвх из китая
- Поставщики профилированных потолков из пвх
- Дешевые пвх-мраморные панели для стен
- Фабрика пвх панелей для ванной комнаты спб