








Завод по производству стеновых панелей из пвх
Когда слышишь 'завод по производству стеновых панелей из ПВХ', многие представляют просто линию экструдеров. Но на деле это целая экосистема — от контроля сырья до логистики хрупких панелей. У нас в ООО по декоративным материалу Хайнинга Бингу Чжигуан с 2001 года прошли все этапы: и перегревы экструдеров, и войны с поставщиками сырья.
Сырьё: где кроются главные риски
Допустим, закупаем ПВХ-гранулы у нового поставщика. Вроде бы сертификаты есть, но при тестовом запуске на экструдере — мелкие пузырьки в толще панели. Причина? Влажность гранул выше нормы всего на 0.3%. Пришлось сушить партию дополнительно, а это +12% к энергозатратам. Сейчас работаем только с тремя проверенными заводами-производителями сырья, хотя их цены на 7-9% выше рыночных.
Кстати, о рецептурах. Для ванных комнат добавляем модификаторы ударной вязкости — панели не трескаются при перепадах температур. Но один раз переборщили на 2% — поверхность стала матовой, пришлось перерабатывать 400 кг материала. Такие тонкости не пишут в учебниках по пластикам.
Экологичность — не просто маркетинг. В 2015 году перешли на бессвинцовые стабилизаторы, хотя это ударило по производительности. Зато теперь наш завод по производству стеновых панелей из ПВХ проходит даже европейские REACH-стандарты.
Технологические ловушки экструзии
Температурные зоны экструдера — отдельная наука. Если в третьей зоне перегреть хотя бы на 5°C — появляется желтизна по кромке. Особенно капризны пастельные оттенки: бежевый 'уходит' в розоватый при неправильном охлаждении.
Система охлаждения вакуумных калибраторов — вечная головная боль. Летом при +30°C приходится снижать скорость линии на 15%, иначе геометрия 'плывёт'. Как-то пробовали ставить дополнительные чиллеры — вышло дороже, чем просто компенсировать снижение скорости.
Регулировка зазоров в калибраторах — это почти ювелирная работа. Разница в 0.1 мм даёт волну на поверхности. Научились определять проблему на слух: если при выходе из экструдера слышен лёгкий щелчок — где-то закусывает.
Логистика, которая ломает статистику
Транспортировка трёхметровых панелей — отдельный вызов. В 2018 году потеряли 12% товара из-за неправильной укладки в фурах. Пришлось разрабатывать собственные стеллажи с пневмоподушками.
Складирование — ещё большая проблема. Если штабель выше 2.2 метра — нижние ряды деформируются. Пришлось пересмотреть всю систему хранения, хотя это съело 30% полезной площади склада.
Кстати, наш сайт panelspvc.ru теперь содержит инструкции по перевозке — снизили количество рекламаций на 23% за полгода.
Монтажные особенности, о которых молчат производители
Панели для влажных помещений имеют перфорацию с обратной стороны — но не все монтажники понимают её назначение. Приходится проводить обучающие семинары, хотя изначально не планировали этим заниматься.
Система крепления 'шип-паз' — вечная головная боль. Если допустить перетяжку саморезов — появляется напряжение, которое через месяц вылазит волной. Теперь в каждую партию вкладываем специальные клинья для монтажа.
Угловые соединения — отдельная тема. Стандартные пластиковые уголки не всегда подходят по цвету. Пришлось наладить производство уголков под каждый оттенок, хотя это нерентабельно — держим ради репутации.
Эволюция ассортимента: от ошибок к решениям
В 2005 году пытались выпускать 'под дерево' с глубоким тиснением — рынок не оценил. Оказалось, для ПВХ важнее гладкость поверхности, а не имитация природных материалов.
Сейчас 70% продаж — это глянцевые белые панели для кухонь. Хотя изначально считали, что матовые будут популярнее. Пришлось перестраивать линию под глянец — увеличили полировку валов.
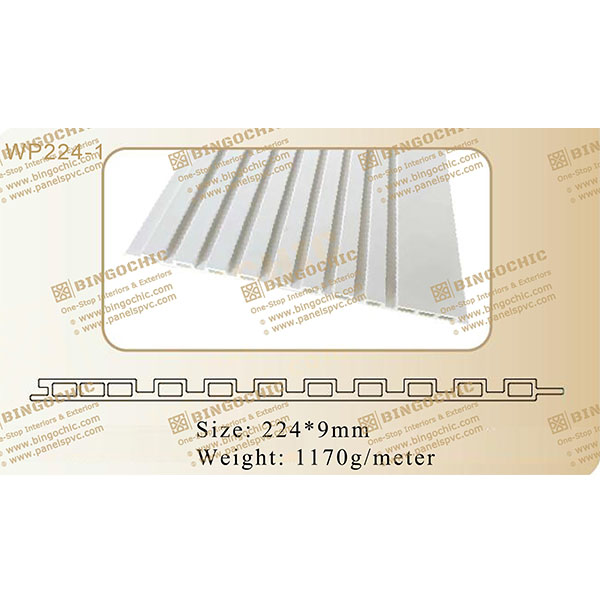
Толщина 8 мм вместо стандартных 10 мм стала нашим хитом — снизили вес на 22% без потери прочности. Правда, пришлось усиливать рёбра жёсткости, что усложнило экструзию.
Экология как производственная необходимость
Система рециклинга обрезков — изначально казалась блажью. Но когда посчитали, что 7% сырья уходит в отходы — быстро нашли решения. Теперь дроблённые обрезки идёт на технические профили.
Водяное охлаждение вместо воздушного — спорное решение. Энергозатраты выше, зато стабильнее температурный режим. И да, это экологичнее — нет выбросов масел из компрессоров.
Наша философия, описанная на panelspvc.ru — не просто слова. Каждая партия тестируется на эмиссию летучих веществ, хотя это и не требуется по ГОСТ. После того случая в 2012 году с китайскими аналогами, решили перестраховываться.
Перспективы, которые видны из цеха
Многослойные панели с шумоизоляцией — пробовали, но пока дорого. Пены на основе ПВХ нестабильны при экструзии. Возможно, стоит рассматривать комбинированные технологии.
Автоматизация контроля качества — внедрили систему машинного зрения. Правда, пришлось 3 месяца 'обучать' алгоритмы отличать брак от теней. Зато теперь отсекаем 98% дефектов на ранней стадии.
Будущее — за специализированными решениями. Уже разрабатываем панели для бассейнов с усиленной стойкостью к хлору. Хотя сырьё дороже на 40%, но спрос со стороны коммерческих объектов растёт.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Серия PU Камень-E
Серия PU Камень-E -
 Серия PU Камень-L
Серия PU Камень-L -
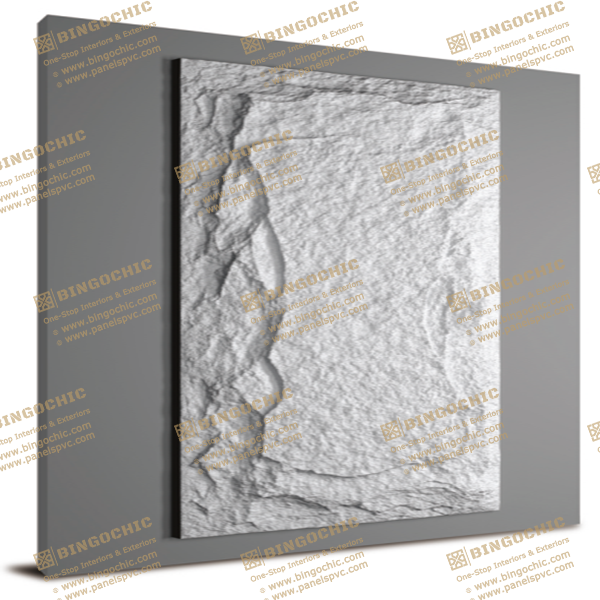 Серия PU Камень-B
Серия PU Камень-B -
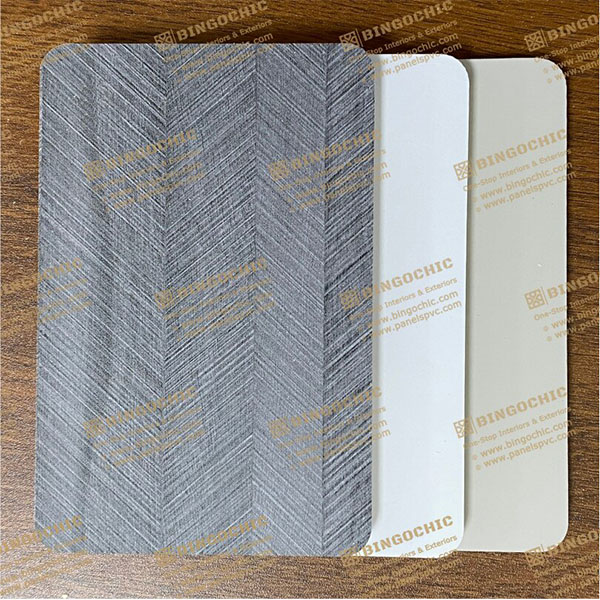
 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
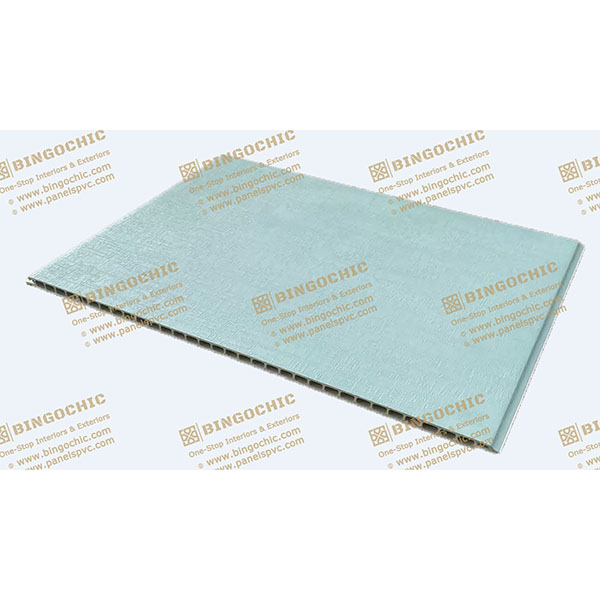 Интегрированная стеновая панель – Серия панелей из ДПК(1)
Интегрированная стеновая панель – Серия панелей из ДПК(1) -
 Пенооблицованная сплошная плита – сплошная плита WPC
Пенооблицованная сплошная плита – сплошная плита WPC -
 PFB-2
PFB-2 -
 Серия PU Камень-A
Серия PU Камень-A -
 Серия PU Камень-F
Серия PU Камень-F -
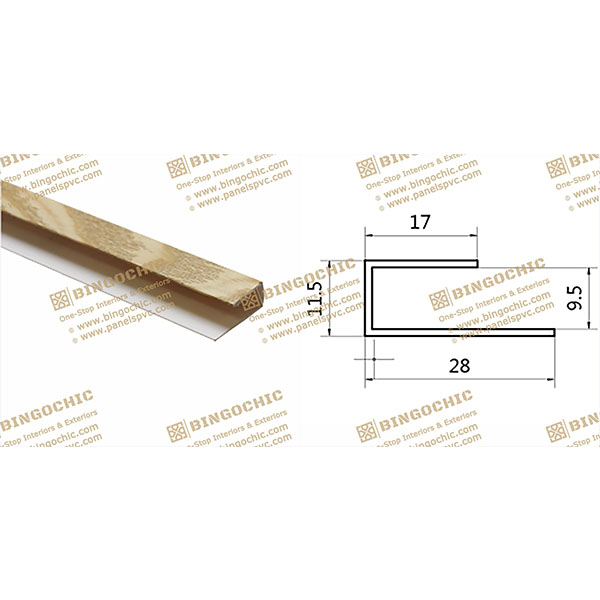
 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
 Пенооблицованная сплошная плита – сплошная плита WPC-сплошная плита IW
Пенооблицованная сплошная плита – сплошная плита WPC-сплошная плита IW -
 Интегрированная стеновая панель – Серия панелей из ДПК(2)
Интегрированная стеновая панель – Серия панелей из ДПК(2)
Связанный поиск
Связанный поиск- Цена деревянных полов под ламинат в китае
- Заводы по производству потолочных панелей из пвх-профиля в китае
- Лидинг деревянные полы для дачи
- Кухня из искусственного камня из китая
- Оптовая продажа пвх панелей для интерьеров
- Лидинг деревянный пол линолеум
- Оптовые деревянные полы под ламинат
- Производители полиуретанового камня в китае
- Поставщики 8-миллиметровых потолочных панелей из пвх
- Ведущий покупатель стеновых панелей пвх 300 мм