








Завод по производству стеновых панелей из каменного пластика
Когда слышишь 'каменный пластик', многие представляют что-то хрупкое и искусственное. На деле же это композит с содержанием мраморной крошки до 70%, где ПВХ служит лишь связующим звеном. В 2018-м мы на заводе по производству стеновых панелей из каменного пластика в Подмосковье столкнулись с проблемой - при толщине 8 мм панели 'вели' углы. Оказалось, виновата не рецептура, а скорость охлаждения после экструзии.
Технологические нюансы, которые не пишут в рекламе
Наш технолог Алексей, работавший ранее с акриловыми панелями, сначала переборщил с температурным режимом. При 190°C каменная мука начинала спекаться неравномерно - готовые плиты имели разную плотность по краям и центру. Снизили до 175°C, но тогда увеличилось время полного цикла с 22 до 28 минут. Компромисс нашли через калибровку вакуумных формующих устройств - сейчас стабильно держим 182°C при цикле 24 минуты.
Кстати, о стабильности. В 2020 году мы закупили партию мраморной крошки из Карелии - поставщик сменил карьер, и в материале оказалось 12% доломита. На первый взгляд незаметно, но после покраски в тёмные тона проступали белёсые разводы. Пришлось срочно менять всю партию сырья, хотя по сертификатам всё соответствовало. С тех пор делаем пробные плавки на каждые 5 тонн.
Сейчас для стеновых панелей из каменного пластика используем крошку фракцией 0.8-1.2 мм - более мелкая даёт глянец, крупная усиливает сцепление, но усложняет формовку. Кстати, именно для сложных профилей (например, 'под кирпич') пришлось разрабатывать особые охлаждающие калибры - обычные не справлялись с геометрией.
Оборудование: где можно сэкономить, а где нет
Начинали с б/у немецкой линии 2005 года - экструдер Brückner работал исправно, но система охлаждения постоянно требовала доработок. Особенно проблемы проявлялись летом при температуре в цехе выше 27°C - неравномерное охлаждение приводило к образованию 'пузырей' на тыльной стороне. Решили только установкой дополнительных чиллеров.
Самое дорогое - именно пресс-формы. Китайские аналоги служат максимум 2-3 года против 7-8 у европейских производителей. Но есть нюанс: для серийного производства простых панелей разница не критична, а вот для штучных заказов с уникальным рельефом лучше не экономить. Мы в ООО по декоративным материалу Хайнинга Бингу Чжигуан используем гибридный подход - базовые модели делаем в Китае, сложные заказываем в Италии.
Вакуумные столы - отдельная история. Первые полгода постоянно были проблемы с прижимом по краям. Решение нашли почти случайно - установили дополнительные температурные датчики по периметру. Оказалось, разница всего в 3-4 градуса уже влияет на геометрию. Сейчас это стандартная практика для всех новых линий.
Особенности монтажа, о которых молчат производители
Многие думают, что стеновые панели из каменного пластика монтируются так же, как и ПВХ. На деле коэффициент температурного расширения у них в 1.8 раза ниже, но всё же требует зазоров 2-3 мм на 3 метра длины. В 2019 году был курьёзный случай - в торговом центре в Сочи смонтировали панели вплотную, а через полгода в летнюю жару они 'пошли волной'. Пришлось переделывать весь фасад.
Крепление лучше комбинированное - и клей, и механическая фиксация. Мы рекомендуем полиуретановые составы с временем первичного схватывания 15-20 минут. Быстрее - не успеешь выровнять, медленнее - панель сползает. Кстати, для наружных работ добавляем в клей мраморную пыль той же фракции, что и в панели - улучшает адгезию на 40%.
Для резки категорически не подходят абразивные диски - перегрев приводит к расслоению композита. Лучше использовать диски с твердосплавными напайками или, в крайнем случае, лобзик с мелким зубом. Проверено на объекте в Краснодаре - после резки 'болгаркой' кромки начали крошиться уже через месяц.
Экологичность: реальность и маркетинг
В ООО по декоративным материалу Хайнинга Бингу Чжигуан с 2001 года делают акцент на экологичности. Но честно говоря, абсолютно 'зелёным' каменный пластик назвать сложно - ПВХ всё же требует стабилизаторов. Другое дело, что современные свинцовые стабилизаторы почти не используются, перешли на кальций-цинковые. Они дороже на 15%, но полностью соответствуют REACH.
Интересный момент с утилизацией. Теоретически материал подлежит переработке, но на практике пунктов приёма почти нет. Мы пробовали организовать сбор отходов на стройках - оказалось экономически невыгодно из-за логистики. Сейчас работаем над технологией использования дроблёных отходов в качестве наполнителя для тротуарной плитки - пока на стадии испытаний.
По пожарной безопасности класс КМ2 получаем стабильно - каменная составляющая действительно снижает горючесть. Но стоит помнить, что при температуре выше 300°C материал начинает выделять хлористый водород. Поэтому для помещений с повышенными требованиями лучше использовать специальные составы с антипиренами - правда, они дороже на 25-30%.
Рынок и перспективы
Спрос на стеновые панели из каменного пластика растёт в основном в коммерческом сегменте - офисы, торговые центры, медицинские учреждения. В жилом строительстве пока проигрываем МДФ и стеклянным панелям из-за цены. Хотя в долгосрочной перспективе наши изделия выгоднее - не требуют особого ухода, не выцветают.
Конкуренция обостряется - китайские производители активно выходят на рынок с демпинговыми ценами. Но их продукция часто не выдерживает наших температурных циклов. Помню, в 2021 году пришлось заменять партию из Гуанчжоу в новом ЖК - после первой же зимы появились микротрещины.
Перспективы вижу в развитии индивидуальных решений. Недавно сделали экспериментальную партию с фотопечатью для дизайнерского бюро - технология сложная (нужна специальная грунтовка), но результат того стоит. Возможно, это станет нашим основным направлением в premium-сегменте. Как говорится, посмотрим.
Соответствующая продукция
Соответствующая продукция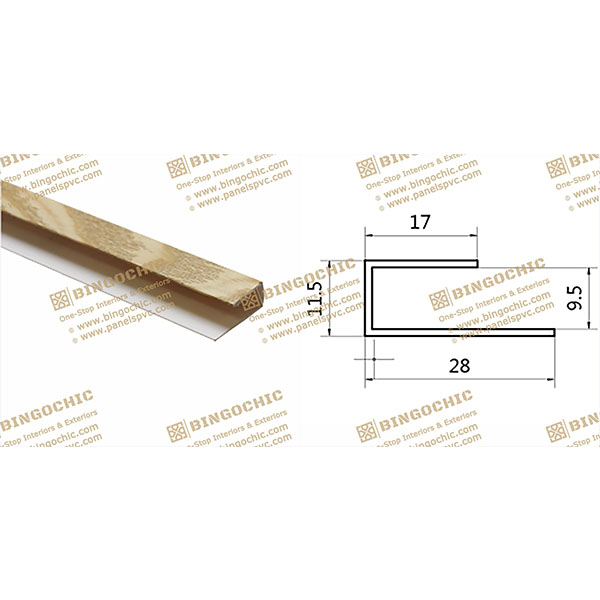


Самые продаваемые продукты
Самые продаваемые продукты-
 Панель ПВХ – серия 250 мм
Панель ПВХ – серия 250 мм -
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
 Серия сплошных досок SPC
Серия сплошных досок SPC -
 Пенооблицованная сплошная плита – сплошная плита WPC-сплошная плита IW
Пенооблицованная сплошная плита – сплошная плита WPC-сплошная плита IW -
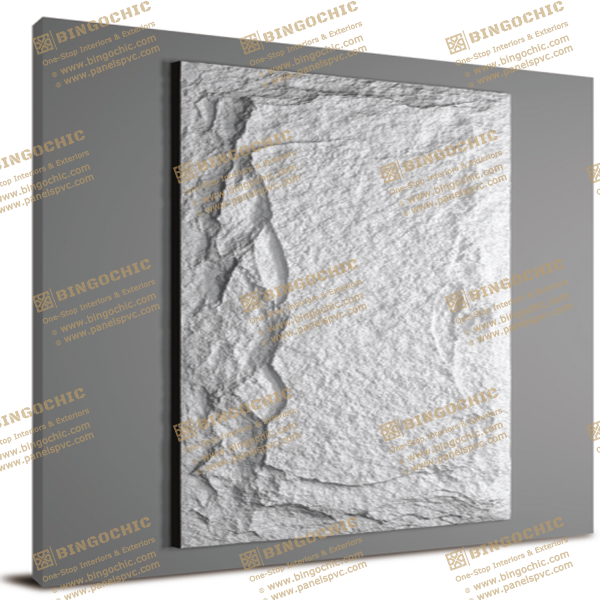
 Серия PU Камень-G
Серия PU Камень-G -
 Серия PU Камень-K
Серия PU Камень-K -
 Серия PU Камень-J
Серия PU Камень-J -
 Серия PU Камень-L
Серия PU Камень-L -
 Серия PU Камень-C
Серия PU Камень-C -
 Доступные слоты
Доступные слоты -
 Напольное покрытие – серия SPC
Напольное покрытие – серия SPC
Связанный поиск
Связанный поиск- Ведущий покупатель стеновых панелей цпк
- Купить пвх панели
- Дешевый отделочный материал - стеновая панель
- Цена пвх панелей для ванной комнаты установка
- Отличные гибкие пвх-уголки
- Китайский производитель пвх-уголков для откосов
- Купить клипсу пвх
- Купить гибкие пвх-уголки
- Цена на стеновые панели spc в китае
- Линолеум на деревянный пол