








Завод по производству стеновых панелей из мрамора пвх
Когда слышишь про мрамор пвх, многие сразу думают о дешёвой имитации — мол, пластик и есть пластик. А вот на практике разница между кустарным литьём и заводским продуктом как между такси и космическим кораблём. Мы в 2005 году начинали с трёх ручных прессов, сейчас же стеновые панели пвх проходят 12 этапов контроля. Кстати, о заблуждениях: главный миф — что мраморный эффект достигается только окраской. На самом деле, мы в завод по производству Хайнинга Бингу Чжигуан используем многослойную коэкструзию с минеральными наполнителями — поверхность не отличить от натурального камня даже под лупой.
Технологические нюансы, которые не пишут в учебниках
Вот смотрите: при температуре экструзии выше 189°C пвх начинает выделять хлористый водород. Это знают все. Но мало кто учитывает, что летом при +30°C в цехе вентиляция должна работать на 40% интенсивнее — иначе на готовых панелях из мрамора появляются микротрещины. Мы в 2012 году потеряли партию на 300 кв.м именно из-за этого.
Рецептура композиции — отдельная песня. Добавка диоксида титана не должна превышать 4.2%, иначе панель становится хрупкой на изгиб. Зато если добавить 1.5% модифицированного кальцита — получается тот самый эффект 'живого' мерцания, как у каррарского мрамора.
Толщина защитного слоя — больной вопрос. Европейские стандарты требуют 0.8 мм, но мы экспериментальным путём выяснили: для российских условий идеально 1.2 мм. Особенно для помещений с перепадом температур — типа балконов или лоджий.
Оборудование, которое действительно работает
Наш экструдер Bausano Group 2009 года — сердце производства. Итальянцы, конечно, молодцы, но пришлось дорабатывать систему охлаждения калибровочных столов. В оригинале рассчитано на температуру цеха +20°C, а у нас летом бывает и +35°C.
Вакуумные столы — отдельная головная боль. Китайские аналоги постоянно дают просадку давления, поэтому используем только немецкие системы от компании Battenfeld. Дороже в три раза, но зато брак по геометрии сократили с 8% до 0.3%.
Система нарезки — тут важно не экономить на пилах. Диамантовые диски должны менять каждые 1200 погонных метров, даже если кажется, что ещё режут нормально. Сэкономленные 5000 рублей могут обернуться потерей 50 000 на переделке партии.
Сырьё: где можно сэкономить, а где — нет
ПВХ-гранулы — основа всего. После кризиса 2014 года пробовали переходить на китайские аналоги — экономия 15% за тонну. Результат: через полгода 37% возвратов по гарантии. Вернулись к Shin-Etsu из Японии, хоть и дороже.
Стабилизаторы — только свинцовые, несмотря на моду на 'экологичные' кальций-цинковые. Последние не обеспечивают нужной долговечности — проверено на пяти партиях в 2018 году. Хотя для внутренних перегородок иногда используем.
Минеральные наполнители — здесь открытие: турецкий мраморный песок даёт более стабильный результат, чем итальянский. Разница в структуре породы — у них меньше пористость. Обнаружили случайно, когда поставщик перепутал партии.
Монтажные особенности, о которых молчат продавцы
Клей — 90% проблем с отслоением панелей из-за неправильного выбора адгезива. Для ванных комнат нужен полиуретановый состав с минимальным содержанием воды — мы рекомендуем Kiesel из Германии, хоть и дорогой.
Температурные швы — многие монтажники их игнорируют, а потом удивляются, почему панели 'повело'. При длине стены более 4 метров обязательно оставлять зазор 3-5 мм, заполняемый силиконом.
Подготовка основания — критически важный этап. Перепад более 2 мм на метр — и панель будет 'играть'. Проверяем всегда лазерным уровнем, старые гидравлические уже лет пять не используем.
Экологические аспекты: не для галочки
Сертификация — не просто бумажка. Когда ООО по декоративным материалу Хайнинга Бингу Чжигуан получало сертификат LEED, пришлось полностью менять систему рециклинга отходов. Сейчас 92% обрезков идёт на повторную переработку.
Эмиссия летучих веществ — тестировали в лаборатории МГУ. Наши панели показывают в 3 раза меньше выделений, чем требует ГОСТ. Достигли этого за счёт многоступенчатой очистки сырья — установили адсорбционные колонны за 2 млн рублей, но оно того стоило.
Энергопотребление — солнечные батареи на крыше цеха покрывают 18% нужд. Планируем увеличить до 25% к следующему году. Не ради экономии (окупаемость 12 лет), а ради экологии — соответствует философии компании про экологически чистые отделочные материалы.
Рынок и перспективы: что будет завтра
Тренд на индивидуальность — сейчас 40% заказов идёт с кастомизацией. Пришлось покупать цифровой принтер за 15 млн рублей, но он окупился за два года. Особенно популярен вариант 'под оникс' с подсветкой.
Конкуренция с керамогранитом — многие думают, что он прочнее. На самом деле, наши испытания показывают: ударная вязкость качественных панелей пвх всего на 12% ниже, зато вес меньше в 4 раза.
Эволюция форматов — переходим на панели 1200x2400 мм. Сложно в производстве (нужны более мощные прессы), но зато меньше стыков при монтаже. Клиенты готовы платить на 20% дороже за бесшовность.
В общем, производство стеновых панелей из мрамора пвх — это не просто залить пластик в форму. Это постоянный баланс между технологией, экономикой и реальными условиями эксплуатации. Как говорится, дьявол в деталях — и мы в Бингу Чжигуан знаем о этих деталях всё. Кстати, последнюю разработку — панели с антибактериальным покрытием — уже тестируем в детских садах. Результаты обнадёживают, но об этом как-нибудь в другой раз.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
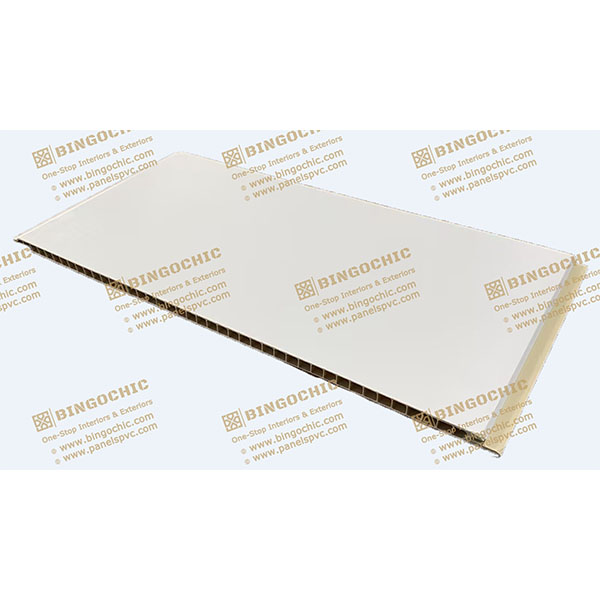
 Пенооблицованная сплошная плита – сплошная плита WPC
Пенооблицованная сплошная плита – сплошная плита WPC -
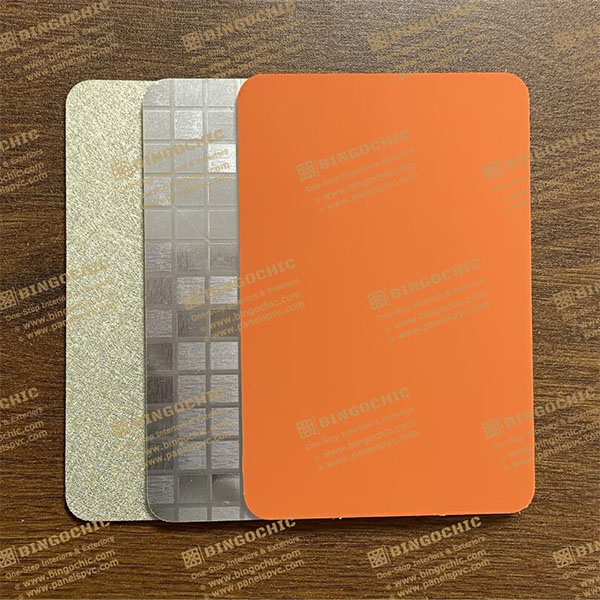
 Алюминиевый сплав
Алюминиевый сплав -
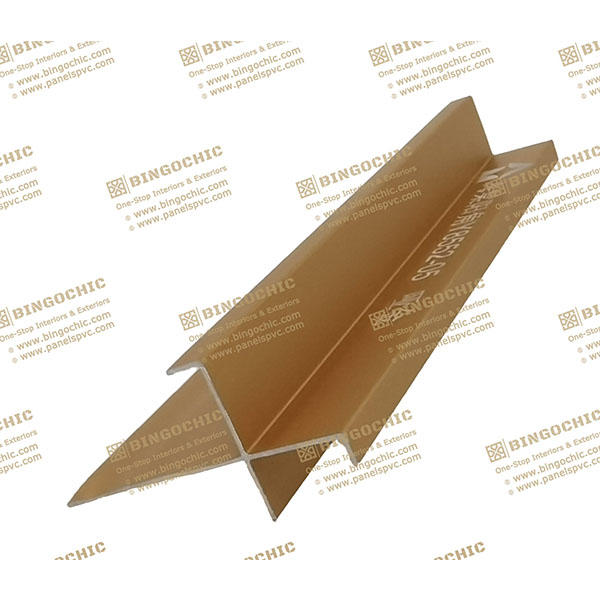
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
 PFB-3
PFB-3 -
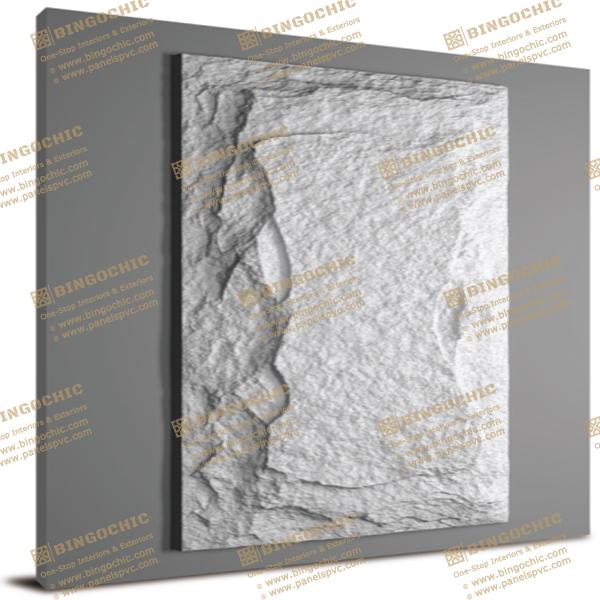 Серия PU Камень-J
Серия PU Камень-J -
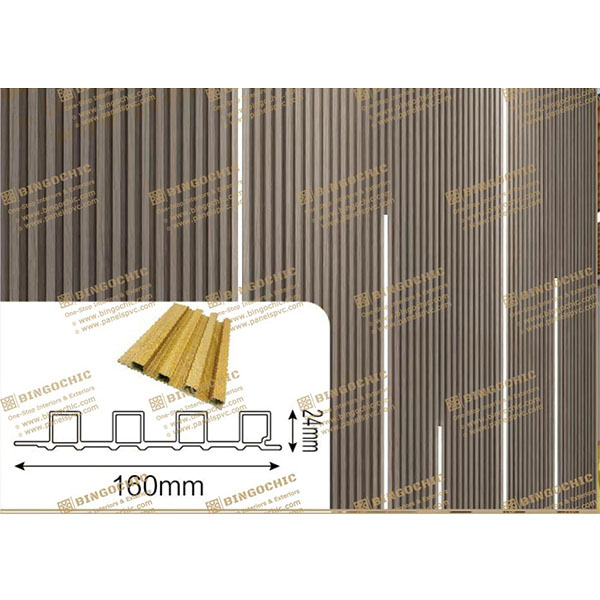
 Интегрированная стеновая панель – Серия панелей из ДПК(2)
Интегрированная стеновая панель – Серия панелей из ДПК(2) -
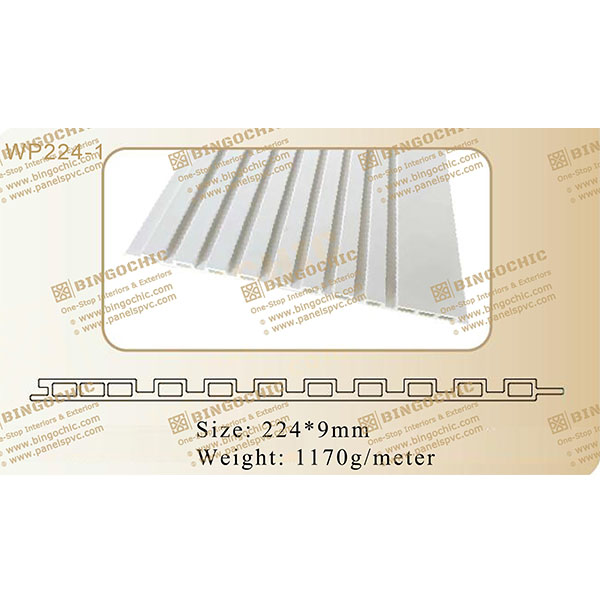
 Декоративные линии – серия ПВХ
Декоративные линии – серия ПВХ -
 Алюминиевый сплав – 5 мм
Алюминиевый сплав – 5 мм -
 Интегрированная стеновая панель – серия 400 мм
Интегрированная стеновая панель – серия 400 мм -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Серия PU Камень-B
Серия PU Камень-B -
 Серия PU Камень-A
Серия PU Камень-A
Связанный поиск
Связанный поиск- Дешевая фабрика декоративных линий из пвх
- Поставщики пластиковых напольных покрытий
- Китайский завод по производству пвх-уголков
- Дешевые поставщики пвх-панелей для внутренних углов
- Купить пенопластовую доску
- Поставщики каменных стеновых панелей
- Китайские поставщики пвх панелей для ванной комнаты спб
- Oem защелкивающийся крепеж
- Потолочная панель пвх 9 мм из китая
- Oem водонепроницаемые панели пвх