








Завод по производству черных пвх-уголков
Когда слышишь 'завод по производству черных пвх-уголков', многие представляют конвейер с идеальными глянцевыми профилями. Но на деле 80% проблем начинаются с мелочей — например, когда заказчик требует 'просто черный', а по факту получает серый с синевой из-за неправильной дозировки сажи. У нас в Бингу Чжигуан на это ушло три партии брака, пока не подобрали стабилизатор, который не выцветает на южных фасадах.
Сырье и его подводные камни
Брали китайский ПВХ-гранулят — вроде бы по спецификациям подходит, но при формовании уголков на стыках появлялись микротрещины. Оказалось, проблема в пересушенном сырье: влажность ниже 0,1% приводила к хрупкости в зонах охлаждения. Пришлось докупать дорогие осушители с автоматическим контролем.
С сажей для черного цвета — отдельная история. Дешевые марки типа N550 дают неравномерный тон, а премиум-варианты вроде N115 удорожают продукт на 12%. Компромисс нашли с N339, но ее дисперсия требует точной температуры в смесителе — 185°C, не выше.
Сейчас тестируем переработанный ПВХ от Бингу Чжигуан — их линия экоматериалов дает стабильные показатели, но пока не решен вопрос с вязкостью при высоких скоростях экструзии.
Экструзия: где ломаются технологии
Наш первый экструдер Bausano выдавал уголки с волнами на поверхности. Инженеры грешили на температурный режим, а причина была в изношенном шнеке — зазор увеличился всего на 0,8 мм, но этого хватило для нарушения геометрии. Ремонт обошелся в 400 тыс. рублей против 50 тыс. за своевременную замену уплотнений.
Охлаждение в вакуумных калибраторах — еще один кошмар. Для черных профилей критичен медленный отвод тепла, иначе появляются внутренние напряжения. Пришлось ставить дополнительный контур водоподготовки — обычная вода из скважины давала налет на поверхности.
Скорость экструзии для уголков 20x20 мм не должна превышать 2,5 м/мин. Пытались разогнаться до 3,2 м/мин — брак по продольной кривизне достиг 23%. Вернулись к старым настройкам, но с оптимизацией зон нагрева.
Покраска или коэкструзия?
Изначально делали уголки с поверхностным окрашиванием — дешево, но царапины при транспортировке сводили на нет все преимущества. Перешли на коэкструзию с защитным слоем из ПММА. Дороже на 15%, но сохраняет цвет даже при УФ-индексе 8.
Кстати, о цвете: черный бывает разным. Матовый RAL 9005 требует добавки мела, а глянцевый — специальных пластификаторов. Для фасадных работ рекомендуем матовый — меньше заметны царапины.
На сайте panelspvc.ru есть таблица совместимости наших уголков с разными типами панелей — там учтены коэффициенты теплового расширения, о которых многие забывают.
Контроль качества: что пропускают лаборатории
ГОСТы проверяют прочность на изгиб, но не учитывают циклические нагрузки. При тестировании в камере тепла-холода (-40°C/+70°C) каждый третий уголок давал трещины в зоне перфорации. Усилили ребра жесткости — проблема исчезла, но пришлось переделывать оснастку.
Замеры цвета спектрофотометром — обязательно делать при D65 (дневной свет). При искусственном освещении метамеризм незаметен, а на фасаде уголки из разных партий могут отличаться.
Сейчас внедряем систему видеоконтроля с ИИ — ловит дефекты, которые человек не видит на высокой скорости линии. Пока ложносрабатывает на капли воды, но для черных профилей это реже происходит.
Логистика и упаковка
Главная ошибка — экономия на пленке. Полиэтиленовая стрейч-пленка без УФ-фильтра приводит к выцветанию углов палеты за 2 недели хранения на складе. Теперь используем многослойную с добавками TiO2.
Для уголков длиной 3 метра придумали поперечные перегородки в палетах — снизили бой при перевозке на 80%. Раньше в каждой машине было 5-7% лома.
В Бингу Чжигуан разработали угловые прокладки из вспененного ПП — дешево и защищает кромки лучше, чем картон.
Экологичность: не только для галочки
Свинцовые стабилизаторы до сих пор используют 60% производителей — они дешевле кальций-цинковых на 40%. Но для экологичных проектов типа 'зеленого' строительства это неприемлемо. Перешли на CaZn-стабилизаторы, хотя пришлось перенастраивать температуру экструзии.
Отходы экструзии (облой, пусковая лента) перерабатываем прямо в цехе — дробим и добавляем до 7% в основную смесь. Больше нельзя — прочность падает.
Компания Бингу Чжигуан с 2001 года продвигает безотходные технологии — их рецептуры ПВХ действительно соответствуют европейским нормам по миграции тяжелых металлов. Проверяли в лаборатории 'Тест-Петербург'.
Что в итоге?
Производство черных ПВХ-уголков — это не про 'включил линию и пошел'. Каждая мелочь вроде влажности воздуха в цехе или угла заточки ножей влияет на результат. Сейчас наш завод выходит на стабильные 94% выхода годных изделий, но чтобы добиться этого, пришлось перебрать 12 марок сырья и сменить три поколения оснастки.
Для монтажников главное — стабильность геометрии и совместимость с разными системами. Поэтому в новых партиях добавляем маркировку по типу поверхности (шероховатая/гладкая) — мелкая деталь, но сокращает время монтажа на 15%.
Если бы начинал сейчас, возможно, сразу бы сотрудничал с профильными поставщиками вроде Бингу Чжигуан — их подход к экологичности оказался не маркетингом, а реальным преимуществом при работе с премиальными объектами.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
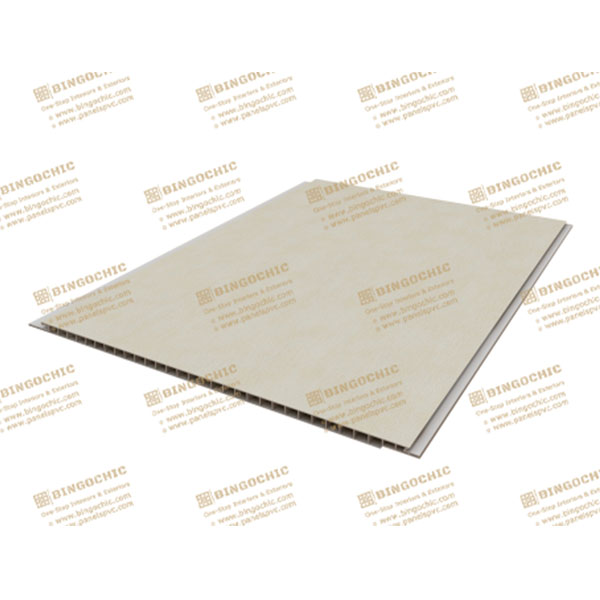
 Пенооблицованная сплошная плита – сплошная плита WPC
Пенооблицованная сплошная плита – сплошная плита WPC -
 Алюминиевый сплав – 9 мм
Алюминиевый сплав – 9 мм -
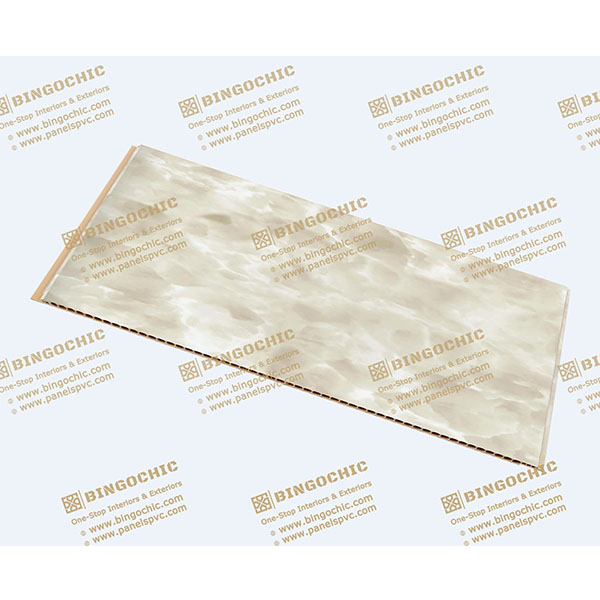
 Серия PU Камень-F
Серия PU Камень-F -
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
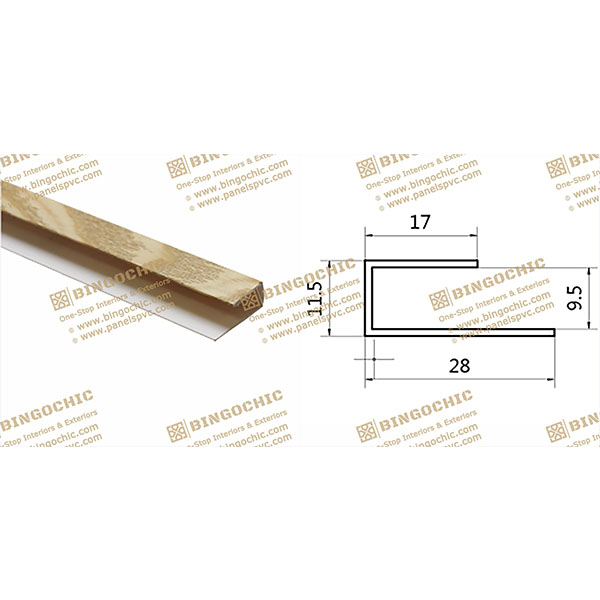
 PFB-3
PFB-3 -
 Интегрированная стеновая панель – Серия панелей из ДПК(2)
Интегрированная стеновая панель – Серия панелей из ДПК(2) -
 Декоративные линии – серия SPC
Декоративные линии – серия SPC -
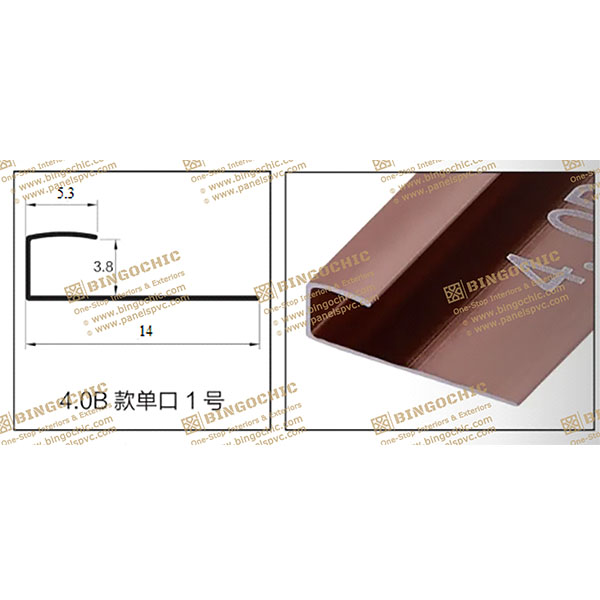 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
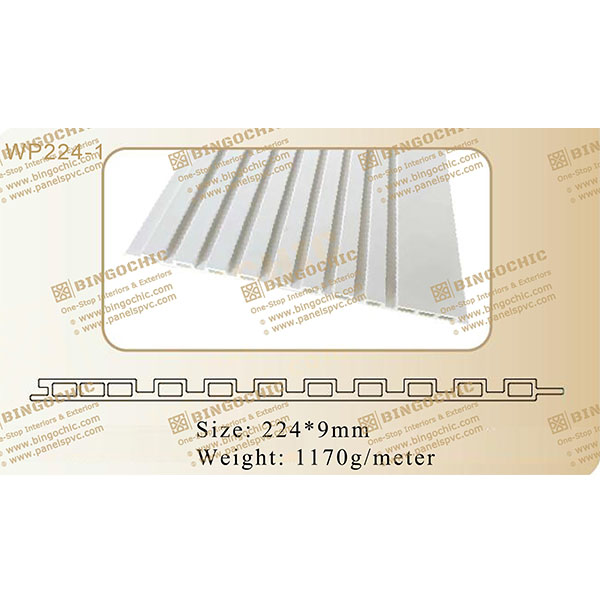
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
 Интегрированная стеновая панель – серия 600 мм
Интегрированная стеновая панель – серия 600 мм -
 Панель ПВХ – серия 250 мм
Панель ПВХ – серия 250 мм
Связанный поиск
Связанный поиск- Производители 2-миллиметровых уф-плит
- Цена белых потолочных панелей пвх в китае
- Дешевый завод по производству панелей
- Завод пвх потолков для ванной
- Поставщики белых пвх-уголков из китая
- Ведущий покупатель кварц-виниловых полов
- Поставщики интегрированных стеновых панелей
- Дешевая 3-миллиметровая ультрафиолетовая плита
- Поставщики пвх-уголков
- Дешевая фабрика печатных плит