








Завод по производству 5-миллиметрового листа пвх
Когда слышишь про 5-миллиметровый лист ПВХ, многие сразу думают — обычная пластина, чего сложного? А вот на деле даже толщина в полсантиметра может превратить процесс в кошмар, если не учитывать вязкость композиции или скорость охлаждения на выходе из экструдера. Мы в Бингу Чжигуан с 2001 года через это прошли — и сейчас делюсь тем, что редко пишут в учебниках.
Почему именно 5 мм — не самая простая история
Начну с того, что 5 мм — это та толщина, где уже заметны проблемы с внутренними напряжениями. Если для 3-мм листа достаточно стабильного экструдирования, то здесь уже надо точно подбирать температуру зон — перегрел на 5°C, и лист начнёт ?плыть? после каландра. Один раз мы получили партию с волнистостью по краям — пришлось резать на меньшие форматы, теряя маржу.
Кстати, многие недооценивают роль стабилизаторов. В нашей компании мы используем кальций-цинковые составы — не самые дешёвые, но зато без свинца. Это важно, если мы говорим про экологичные отделочные материалы, а не временный ширпотреб.
И ещё момент: 5 мм — это часто запрос от производителей мебели и рекламных конструкций. Но если для мебели важна жёсткость, то для вывесок — устойчивость к УФ. Приходится балансировать между этими свойствами, и иногда добавлять модификаторы ударопрочности, которые могут слегка затемнить материал.
Экструзия: где мы ловили брак
Помню, как в 2010-х мы перешли на экструдеры с цифровым контролем температуры. Казалось бы — всё точно, но нет: датчики иногда ?врали? на участке зоны дегазации, и в листах появлялись пузырьки. Особенно это было критично для матовых поверхностей — каждый дефект виден как на ладони.
Сейчас мы используем двухшнековые машины — они лучше перемешивают композит, особенно когда вводим добавки для повышения ударной вязкости. Но и тут есть нюанс: если перегрузить материал диоксидом титана для белизны, может расти нагрузка на мотор — приходится снижать скорость экструзии. Время цикла увеличивается, но зато стабильность качества выше.
И да, охлаждение — отдельная тема. Для 5-мм ПВХ нельзя просто дуть холодным воздухом — возникнут внутренние напряжения, и при резке лист поведёт. Мы используем трёхзонные каландры с постепенным снижением температуры. Иногда добавляем отжиг для ответственных партий — дорого, но для клиентов из медицинской сферы необходимо.
Сырьё: почему не всякий ПВХ-порошок подходит
Раньше мы работали с дешёвыми марками ПВХ-смолы — и стабильно получали проблемы с прочностью на излом. Сейчас закупаем суспензионный ПВХ с K-числом 65–67 — он даёт более однородную структуру. Но и это не панацея: если поставщик меняет партию пластификатора, можем получить миграцию добавок на поверхность через месяц хранения.
Особенно сложно с цветными листами. Для зелёных и бежевых оттенков мы вводим органические пигменты — но некоторые из них чувствительны к температуре экструзии. Были случаи, когда цвет ?уходил? в жёлтый — пришлось перенастраивать всю линию под конкретную партию красителя.
Кстати, о экологии: в Бингу Чжигуан мы с 2001 года ориентируемся на безопасные материалы, но это не маркетинг — это реальные затраты. Например, фталатные пластификаторы дешевле, но мы перешли на безфталатные, хоть они и сложнее в обработке. Для 5-мм листа это критично — более вязкая масса требует точных настроек экструдера.
Контроль качества: где мы чаще всего видим косяки
Толщина — это первое, что проверяем. Но не просто в трёх точках, а по всей площади листа. Автоматические сканеры толщины — вещь дорогая, но без них на 5 мм можно пропустить участки с отклонением до 0,3 мм — для мебельных фасадов это неприемлемо.
Ещё проверяем твёрдость по Шору. Если лист слишком мягкий — значит, переборщили с пластификатором. Если жёсткий — возможны трещины при фрезеровке. Мы даже разработали внутренний стандарт: твёрдость в диапазоне 75–80 D для матовых листов и 80–85 D для глянцевых.
И конечно, ударная прочность. Тестируем по Шарпи — но не при комнатной температуре, а при -5°C. Это наша собственная практика, после того как один заказчик из Сибири пожаловался на трещины после морозов. Оказалось, некоторые модификаторы теряют эффективность на холоде.
Логистика и хранение: что не очевидно
5-мм лист ПВХ — не такой гибкий, как тонкий, но и не жёсткий, как 8-мм. При складировании вертикально может прогнуться — поэтому мы храним только горизонтально, на паллетах, не выше 1,5 метра. Да, занимает больше места, но зато нет возвратов из-за деформации.
При транспортировке тоже есть нюансы: если летом грузить в металлический контейнер, на солнце температура поднимается до 60°C — листы могут слегка ?поплыть?. Теперь используем только изотермические фургоны или перевозим ночью — звучит параноидально, но снизило брак на 3%.
И ещё про размеры: мы режем листы не только стандартные 2050х3050 мм, но и под заказ — например, 2000х4000 для рекламных щитов. Но здесь важно учитывать усадку — после экструзии лист даёт усадку до 2% по длине, поэтому настраиваем пилы с запасом.
Что в итоге
Производство 5-миллиметрового листа ПВХ — это не просто ?включил экструдер и получил?. Это постоянные компромиссы между прочностью, цветом, экологичностью и себестоимостью. В Бингу Чжигуан мы за 20+ лет научились предвидеть многие проблемы — но до сих пор каждая новая партия сырья или изменение в технологии — это новый вызов. И если честно — именно в этом и есть интерес нашей работы.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Серия PU Камень-K
Серия PU Камень-K -
 Серия PU Камень-D
Серия PU Камень-D -
 Панель ПВХ – серия 300 мм
Панель ПВХ – серия 300 мм -
 Интегрированная стеновая панель – Серия панелей из ДПК(2)
Интегрированная стеновая панель – Серия панелей из ДПК(2) -
 Интегрированная стеновая панель – серия 300 мм
Интегрированная стеновая панель – серия 300 мм -
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 Серия PU Камень-H
Серия PU Камень-H -
 Серия PU Камень-L
Серия PU Камень-L -
 Доступные слоты
Доступные слоты -
 Серия PU Камень-B
Серия PU Камень-B -
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
 Интегрированная стеновая панель – серия 400 мм
Интегрированная стеновая панель – серия 400 мм
Связанный поиск
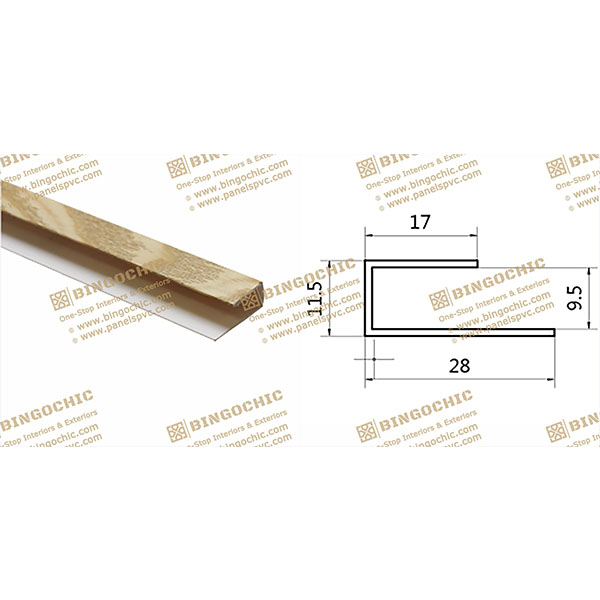
Связанный поиск- Цена пвх уголка спб в китае
- Дешевые каменные пластиковые замковые напольные покрытия цены
- 250-миллиметровые стеновые панели пвх из китая
- Цены на 5 мм панели пвх
- Лидинг черный пвх уголок
- Oempvc foam board
- Производители декоративных пвх-панелей
- Дешевые поставщики стеновых панелей spc
- Полиуретановая каменная панель
- Отличный лист пвх