








Поставщики прижимной плиты из камня
Когда речь заходит о поставщиках прижимной плиты из камня, многие сразу представляют просто кусок обработанного гранита. На деле же это сложный элемент, где геометрия и структура материала определяют, выдержит ли плита циклические нагрузки в прессовом оборудовании. Мы в 2001 году начинали с поставок декоративных панелей, но со временем пришлось глубже изучать каменные компоненты для промышленности — особенно после запроса от производителя гидравлических прессов из Подмосковья.
Критерии выбора каменной плиты
Первое, что проверяешь у поставщики прижимной плиты из камня — не сертификаты (их часто подделывают), а историю отгрузок для конкретных производств. Например, для прессов, формирующих композитные панели, нужен камень с однородной плотностью. Как-то взяли партию темного гранита у нового поставщика — вроде бы по характеристикам подходил, но через месяц эксплуатации на поверхности проступили микротрещины. Разобрались: в карьере был переход между пластами, и неоднородность структуры не выявили при первичных испытаниях.
Сейчас при подборе всегда запрашиваем данные ультразвукового сканирования массива. Особенно это важно для габбро-диабаза — материала, который часто используют для прессовых плит в деревообработке. Если в нем есть кварцевые прожилки, под нагрузкой в 200-300 бар они становятся точками напряжения. Кстати, именно после того случая мы стали сотрудничать с карьерами, которые предоставляют 3D-карты раскола блока.
Толщина — отдельная тема. Для ПВХ-прессов обычно хватает 60-80 мм, но когда работаешь с металлокерамикой, лучше брать от 120 мм. При этом увеличение толщины не всегда решает проблему: как-то поставили плиты 150 мм для клиента в Тульской области, а они начали 'играть' из-за неправильной калибровки станины. Пришлось совместно с инженерами клиента пересчитывать нагрузки и менять схему крепления.
Особенности обработки поверхности
Полировка — это не только про эстетику. Для прижимной плиты из камня степень шлифовки влияет на адгезию и равномерность давления. Раньше мы думали, что зеркальная поверхность идеальна, но для прессов, работающих с резинотехническими изделиями, оказалось нужным матовое покрытие. Как выяснилось, при вулканизации полированная поверхность создает зоны локального перегрева.
Сейчас для разных процессов рекомендуем разную обработку: для прессования стеклопластика — полировку до Ra 0.32 мкм, для древесных плит — лощение до Ra 0.8-1.2 мкм. Важный момент: после обработки обязательно проверяем плиту на плоскостность лазерным трекером. Даже отклонение в 0.05 мм на метр может привести к браку в производстве ламинатных панелей.
Заметил, что некоторые поставщики экономят на финишной обработке кромок. Мол, края не контактируют с материалом. Но именно с кромок часто начинается выкрашивание, особенно при работе с пресс-формами температурой свыше 160°C. Поэтому мы всегда делаем фаску 2-3 мм с последующей упрочняющей пропиткой.
Логистические сложности и решения
Доставка прижимной плиты из камня — отдельный квест. Стандартные грузоперевозчики часто не учитывают резонансные нагрузки при транспортировке. Был случай: везли партию в Казань, и после разгрузки обнаружили сетку микротрещин. Оказалось, водитель ехал с перегрузом, и вибрация от неподрессоренных масс совпала с собственной частотой плит.
Теперь разработали многослойную систему крепления в транспорте: демпфирующие прокладки из вспененного полиуретана + рамы с винтовыми стяжками. Для плит длиннее 3 метров используем специальные траверсы, которые распределяют нагрузку в 4 точках вместо стандартных 2. Кстати, это решение подсмотрели у немецких коллег, когда изучали их опыт поставок для автопрома.
Складирование — еще один больной вопрос. Даже на собственном складе в Подольске сначала допустили ошибку: хранили плиты вертикально без должной опоры. Через полгода несколько единиц дали деформацию по вертикальной оси. Теперь используем деревянные кондукторы с регулируемым углом наклона, плюс поддерживаем влажность не выше 45%.
Взаимодействие с производителями оборудования
Работая с поставщики прижимной плиты из камня, постоянно сталкиваешься с тем, что конструкторы прессов не всегда учитывают характеристики натурального камня. Например, недавно был проект для завода в Липецке — инженеры заложили плиты из черного гранита, но рассчитали точки крепления без учета анизотропии материала.
Пришлось проводить для них ликбез: показывал, как в разных направлениях распила камень по-разному реагирует на вибрационные нагрузки. В итоге пересмотрели схему монтажа, добавили компенсационные зазоры. Это кстати, одна из причин, почему мы на сайте panelspvc.ru выложили технические рекомендации по интеграции каменных компонентов — чтобы избежать таких ситуаций.
Интересный опыт был с модернизацией пресса 1980-х годов. Там стояли чугунные плиты, которые хотели заменить на каменные. Но geometry станины не позволяла использовать стандартные решения. Разработали составную конструкцию из базальтовых сегментов со стяжными шпильками из инконеля — выдержала и температурный режим, и давление.
Экологический аспект в контексте устойчивого развития
Когда наша компания Бингу Чжигуан только начинала работать с каменными плитами, многие спрашивали: какая связь с экологичными отделочными материалами? Оказалось, прямая: использование натурального камня в промышленности снижает применение синтетических пресс-материалов. Например, при производстве тех же ПВХ-панелей каменные плиты служат дольше стальных, не требуют гальванической обработки и поддаются полной утилизации.
Сейчас мы активно продвигаем эту идею среди производителей оборудования. Особенно перспективно выглядит использование каменных плит в прессах для формовки биокомпозитов — там где важна чистота поверхности контакта. Кстати, наш сайт https://www.panelspvc.ru изначально создавался для демонстрации декоративных решений, но постепенно превратился в платформу для обмена опытом по промышленному применению натуральных материалов.
Заметил интересный тренд: последние полтора года растет спрос на плиты из рециклированного камня. Не бракованные изделия, а специально произведенные из отходов камнеобработки. Технология еще сыровата — есть вопросы по стабильности характеристик, но для прессов среднего давления уже можно применять. Думаем развивать это направление, благо накопленный с 2001 года опыт позволяет оценивать риски.
Практические кейсы и извлеченные уроки
Самый показательный пример — поставка для предприятия по производству сэндвич-панелей в Калининграде. Заказчик настаивал на плитах из самого твердого камня, но мы после испытаний предложили лабрадорит средней твердости. Расчет был на его вязкость — и не прогадали: через три года эксплуатации клиент сообщил, что плиты показывают лучшие результаты чем немецкие аналоги из кварцита.
А вот с заказом из Новосибирска вышла осечка. Там требовались плиты для пресса с подогревом до 180°C. Поставили из габбро, но не учли специфику термоциклирования в сибирском климате. После полугода работы появились термоусталостные трещины. Пришлось заменить на более стойкую породу с добавлением термообработки — сейчас работает нормально, но урок усвоен: всегда запрашивать данные о климатических условиях цеха.
Сейчас при подборе прижимной плиты из камня обязательно анализируем полный цикл эксплуатации: не только основные параметры давления и температуры, но и вспомогательные факторы — например, наличие абразивной пыли в цехе или использование разделительных составов. Это тот случай, где мелочи определяют результат.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Панель ПВХ – серия 595 мм, 600 мм, 603 мм
Панель ПВХ – серия 595 мм, 600 мм, 603 мм -
 PFB-3
PFB-3 -
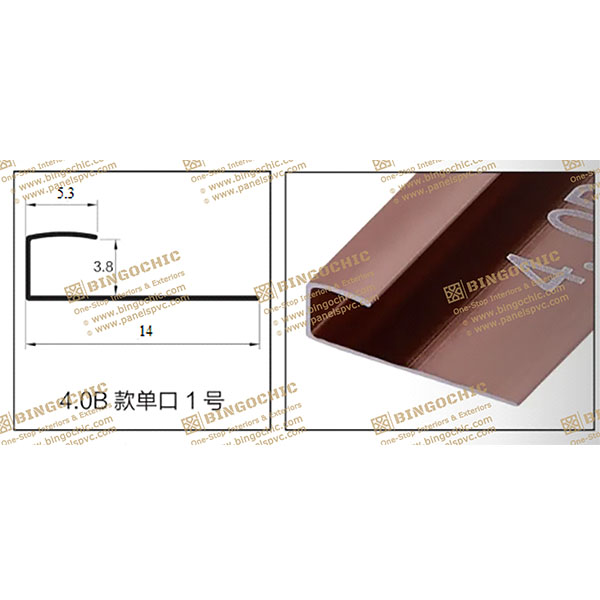 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
 Интегрированная стеновая панель – стили соединений
Интегрированная стеновая панель – стили соединений -
 Серия PU Камень-E
Серия PU Камень-E -
 Алюминиевый сплав – 5 мм
Алюминиевый сплав – 5 мм -
 Серия PU Камень-F
Серия PU Камень-F -
 Серия PU Камень-B
Серия PU Камень-B -
 Пенооблицованная сплошная плита – сплошная плита CPC
Пенооблицованная сплошная плита – сплошная плита CPC -
 Зажимы – Серия из оцинкованной стали
Зажимы – Серия из оцинкованной стали -
 Пенооблицованная сплошная плита – сплошная плита BPC
Пенооблицованная сплошная плита – сплошная плита BPC -
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм
Связанный поиск
Связанный поиск- Ведущий покупатель дешевых внутренних углов из пвх-панелей
- Ведущие 2.5-миллиметровые уф-плиты
- Дешевый производитель отделочных материалов - стеновых панелей
- Ведущий покупатель дешевых белых пвх-потолков
- Оптовая продажа пвх панелей для ванной комнаты установка
- Дешевые 8 мм стеновые панели пвх завод
- Лидинг пвх профильные потолки
- Дешевая каменная пластиковая стеновая панель
- Линолеум для деревянного пола oem
- Деревянный пол на даче