








Производители прижимных плит из камня
Когда говорят о каменных прижимных плитах, часто представляют однородные серые блоки – но на деле тут есть нюансы, которые не всегда очевидны даже опытным закупщикам. Мой опыт показывает, что многие путают прижимные плиты из гранита с мраморными аналогами, хотя разница в эксплуатации колоссальная.
Геология как основа качества
За 15 лет работы с производителями прижимных плит убедился: ключевой параметр – не однородность цвета, а карьер происхождения. Уральский гранит выдерживает циклы нагрева лучше карельского, но проигрывает в устойчивости к точечным нагрузкам. Это важно для прессового оборудования – неравномерность давления может привести к трещинам именно в зонах с включениями слюды.
Помню случай на производстве в Челябинске, где заказчик требовал идеально черную плиту без прожилок. Привезли габбро-диабаз, но через месяц эксплуатации появились микротрещины – оказалось, в погоне за эстетикой не учли коэффициент теплового расширения. Пришлось переходить на менее эффектный, но более стабильный лабрадорит.
Сейчас многие обращают внимание на плиты из камня кварцита – материал твердый, но сложен в обработке. Если фреза попадает на участок с пиритом, возможен скол края. Такие нюансы редко прописывают в техпаспортах, но они критичны для бесперебойной работы пресса.
Технологические тонкости обработки
Толщина плиты – это не просто цифра. Для гидравлических прессов оптимальны 60-80 мм, но если речь о винтовых механизмах – лучше 90-100 мм. При этом многие забывают про обработку торцов: фаска под 45 градусов увеличивает срок службы на 20-25%, хотя и добавляет 7-10% к стоимости.
Особенно интересен опыт с полировкой. Глянцевая поверхность не всегда практична – для текстильных производств предпочтительнее шлифовка 120-180 grit, чтобы исключить проскальзывание материала. Хотя маркетологи часто настаивают на зеркальном блеске как признаке 'премиальности'.
Сейчас тестируем комбинированные решения – например, базальтовые композиты с кварцевым наполнителем. Прочность сопоставима с гранитом, но вес ниже на 30%. Правда, пока не решена проблема с температурной стабильностью при длительном нагреве свыше 120°C.
Экологические аспекты производства
В контексте прижимных плит из камня редко обсуждают экологичность, хотя это важно для пищевых и фармацевтических производств. Например, известняковые плиты могут выделять карбонатные соединения при контакте с кислотами – это исключает их использование в некоторых технологических процессах.
Здесь интересно отметить подход компании ООО по декоративным материалу Хайнинга Бингу Чжигуан (https://www.panelspvc.ru). Их философия создания экологичной среды через безопасные материалы перекликается с требованиями к современным производителям прижимных плит. Хотя они специализируются на отделочных материалах, их принципы контроля качества могли бы стать эталоном для камнеобрабатывающих предприятий.
Лично сталкивался с ситуацией, когда плиты из рециклингового мрамора показывали радиационный фон выше нормы – пришлось срочно менять всю партию для детского учреждения. С тех пор всегда требую протоколы радиометрического контроля, даже если поставщик уверяет в 'абсолютной безопасности'.
Логистические вызовы
Доставка – это отдельная история. Стандартные плиты 3000×2000 мм требуют спецтранспорта с пневмоподвеской, а для многослойных сланцевых плит еще и климат-контроль. Однажды потеряли целую машину из-за того, что водитель сэкономил на обогреве – конденсат проник в микропоры, и при первом же нагреве плиты пошли трещинами.
Сейчас многие производители переходят на формат 2500×1800 как компромисс между технологическими требованиями и транспортными возможностями. Но для некоторых линий обработки древесины это слишком мало – приходится стыковать плиты, что создает дополнительные сложности.
Интересное решение видел у китайских коллег – они используют модульные системы с замковыми соединениями. Но для российских производств такой подход пока не прижился – слишком велики перепады температур в цехах.
Экономика против качества
Сегодня многие заказчики требуют 'как у всех, но дешевле'. Это приводит к печальным последствиям – например, использованию плит из каменной крошки с эпоксидной смолой. Такие решения действительно экономят 40-50% бюджета, но через полгода активной эксплуатации начинается расслоение.
Особенно критично для прижимных плит в деревообработке – смола может реагировать с фитонцидами древесины, вызывая изменение цвета продукции. Сталкивался с этим на мебельной фабрике в Твери, где испортили парцию шпона ценой в полмиллиона рублей.
Сейчас рекомендуем клиентам рассматривать плиты из камня как долгосрочную инвестицию. Да, первоначальные затраты выше, но за 5 лет экономия на заменах и простоях окупает разницу в 2-3 раза. Хотя убедить в этом финансовых директоров бывает сложнее, чем решить технические задачи.
Будущее отрасли
Сейчас наблюдается тенденция к гибридным решениям – каменные матрицы с полимерными пропитками. Это увеличивает ударную вязкость без потери термостойкости. Но пока такие технологии дороги и требуют пересмотра всего техпроцесса.
Интересно, что экологическая повестка, которую продвигают такие компании как Бингу Чжигуан, начинает влиять и на нашу отрасль. Все чаще запрашивают плиты из местных материалов чтобы снизить углеродный след транспортировки. Для Урала это обсидиан, для Карелии – малиновый кварцит.
Лично считаю, что будущее за адаптивными системами – когда производители прижимных плит предлагают не просто продукт, а технологические решения под конкретные задачи. Но пока рынок к этому не готов – большинство продолжает покупать 'как в прошлый раз', лишь бы подешевле.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Пенооблицованная сплошная плита – сплошная плита CPC
Пенооблицованная сплошная плита – сплошная плита CPC -
 Зажимы – Серия из нержавеющей стали
Зажимы – Серия из нержавеющей стали -
 Интегрированная стеновая панель – серия 600 мм
Интегрированная стеновая панель – серия 600 мм -
 Алюминиевый сплав – 5 мм
Алюминиевый сплав – 5 мм -
 Алюминиевый сплав – 8 мм
Алюминиевый сплав – 8 мм -
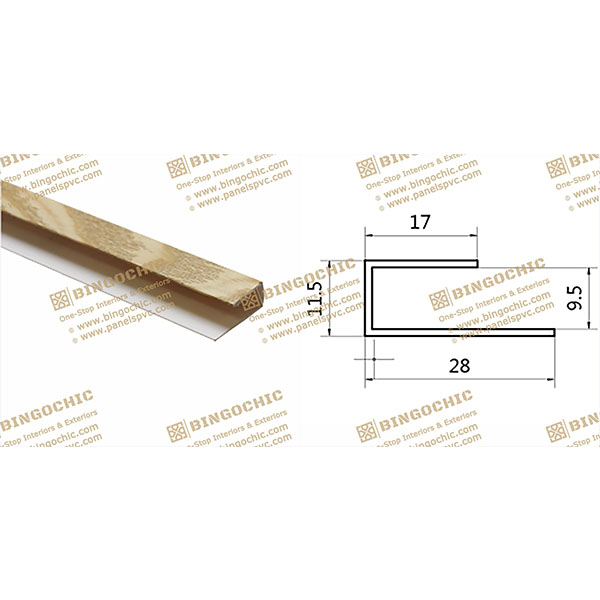
 Декоративные линии – серия ПВХ
Декоративные линии – серия ПВХ -
 Алюминиевый сплав – 9 мм
Алюминиевый сплав – 9 мм -
 Серия PU Камень-B
Серия PU Камень-B -
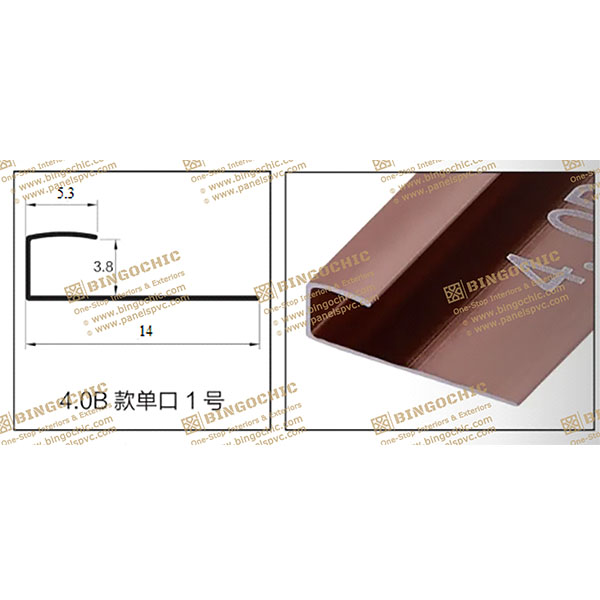
 Декоративная линия – серия SPC
Декоративная линия – серия SPC -
 Декоративные линии – алюминиевый сплав 3 мм
Декоративные линии – алюминиевый сплав 3 мм -
 Панель ПВХ – серия 200 мм
Панель ПВХ – серия 200 мм -
 Серия PU Камень-J
Серия PU Камень-J
Связанный поиск
Связанный поиск- Бесшовный пол
- Ведущий покупатель бамбуковых панелей
- Оптовая продажа потолочных панелей из пвх-профиля
- Ведущий китайский покупатель напольных покрытий
- Поставщики каменных панелей из китая
- Оптовая продажа потолочных панелей пвх
- Производители 8-миллиметровых стеновых панелей из пвх из китая
- Дешевые поставщики пвх-уголков для откосов
- Искусственный камень купить
- Дешевые панели для ванной комнаты